
技术简报记录
项目名
施工区团队
部门(项目)名称
披露时间
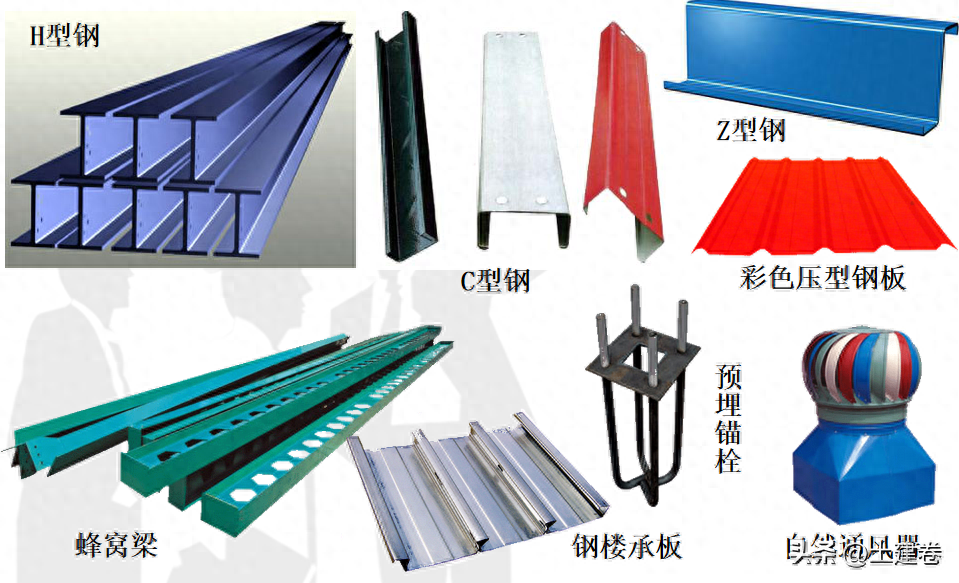
简报概要:钢结构施工技术简报
披露内容:
1、建设方案
1. 材质
(1)本标准适用的钢材主要为国产2号钢、3号钢、16锰钢。 其质量标准应符合国家标准《普通碳素结构钢技术条件》(GB700)、《低合金结构钢技术条件》(GB1591)。
(2)钢材应附有质量证明书,并符合设计文件的要求。 对材料有疑问的,应抽样检测,结果符合国家标准规定和设计要求后方可采用。
(3)连接材料(焊接材料、焊丝、焊剂、等硬度螺钉、精制螺钉、普通螺钉及卡扣等)和油漆(油漆、油漆等)应附有质量证明书并符合要求设计文件和国家标准。
2、工作条件
(1)施工前,钢结构制作安装单位应根据设计文件和施工图的要求,编制工艺规范和安装施工组织设计(或施工方案),并认真组织实施。
(2)制造、安装过程中应严格进行工艺检验。 只有通过测试,才会转入下一道工序。
(3)生产、安装和质量检验中使用的尺子和其他计量器具应具有相同的精度,并应定期送计量部门检定。
2、施工技术要求
1、本工艺适用于钢柱、钢梁、钢主梁、铁格栅、钢平台、连接预制构件及其他附着预制构件。
2、放样、好料、切割。
A。 放样:核对图纸安装规格及孔距:用1:1样板放出节点,核对各部位规格,制作样板、样杆为毛坯,折弯、铣削、刨平、打孔等加工依据。 放样时,铣、刨螺纹孔必须考虑加工余量,点焊预制件必须按工艺要求预留点焊收缩余量。
b. 材料编号:测试验证材料; 在材料上标记切、铣、刨、弯、钻等加工位置; 打孔并标记零件编号等。材料应尽可能合理使用。
C。 切割:钢材切割方法有气焊、机剪、拉模和锯切等。零件的切割线和编号线的允许布置应符合下列规定:
手动切割±2.0mm
手动、半手动切割±1.5mm
切割精度±1.0mm
切割前应清除钢材表面切割区域的锈斑、污垢等; 切割后断口不应有裂纹。
不得有小于1.0mm的裂纹和铁边,并应消除边缘处的熔化和飞溅。
切割断面与钢材表面的不垂直度不应小于钢材长度的10%,且不应小于2.0mm。
精密切削件的表面粗糙度不得小于0.03mm。
对于机械剪切的零件,剪切线与材料线之间的允许误差不应小于2.0mm; 断口处不得有小于1.0mm的裂纹或缺边,并应去除毛刺。 机械剪切工字钢端部剪切坡度不应小于2mm。


3.校正、弯曲及边缘处理。
(1)-16℃以下的普通碳素结构钢和-12℃以下的低合金结构钢可采用冷矫直、冷弯。 校正后的钢材表面不应有明显的凹陷或损伤,表面凹痕深度不应小于0.5mm。
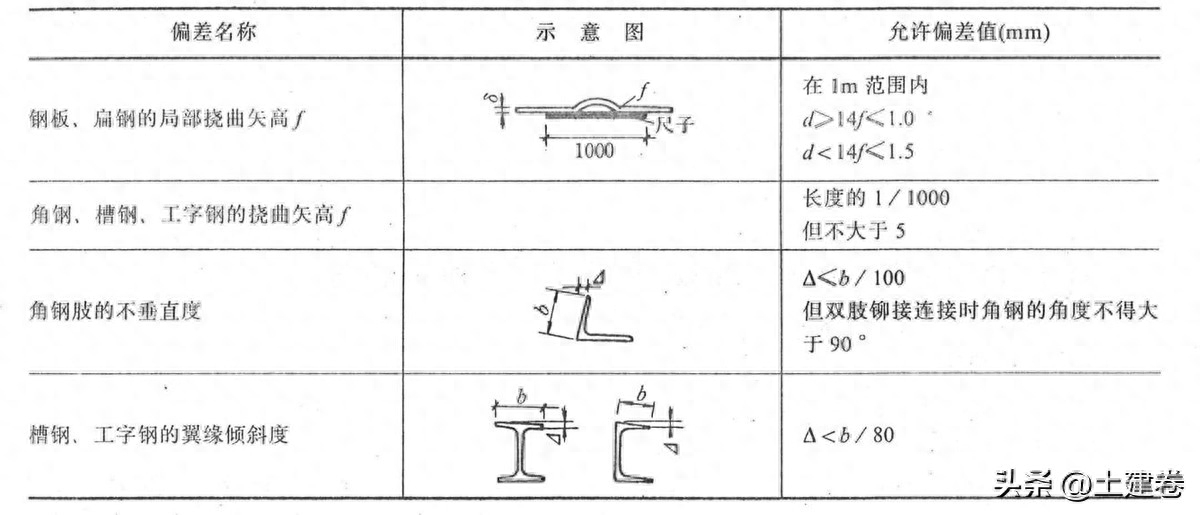
(2)钢材校正后的允许误差应符合下表的规定。
钢材校正后允许误差
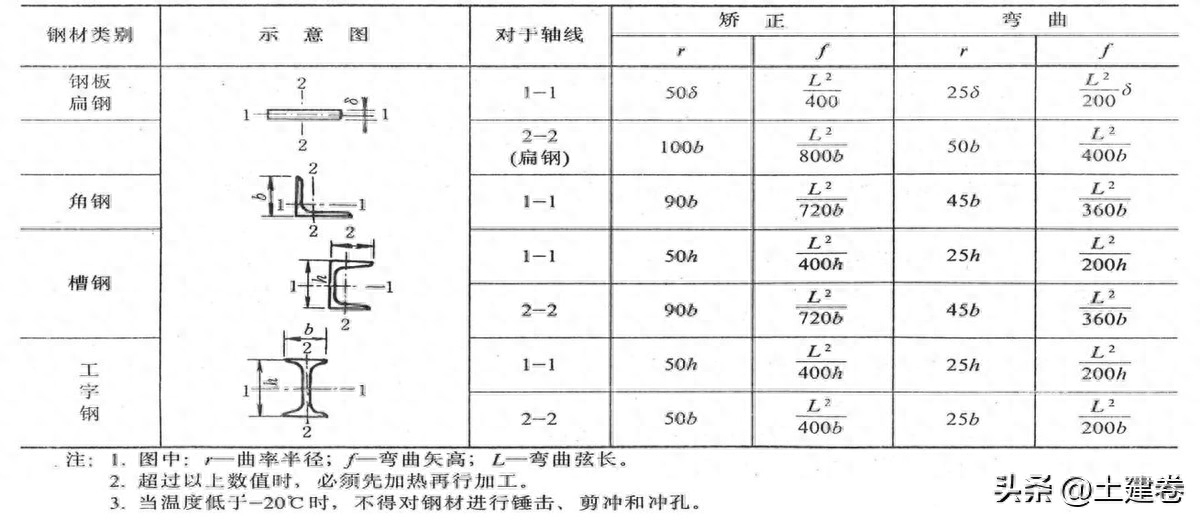
零部件冷矫直、冷弯时,其曲率直径和最大弯曲下垂高度,设计无要求时应参照下表。

冷矫直、冷弯最小立柱直径和最大弯曲高度允许值

(4)普通碳素结构钢和低合金结构钢允许加热固化。 加热温度不得超过正火湿度(900°C)。 加热固化后的低合金结构钢必须缓慢冷却。 中型不锈钢一般不需要火焰固化。
(5)零件热处理时,加热温度为1000~1100℃(钢材表面呈现浅青色); 普通碳素结构钢温度升至500~550℃(钢材表面呈现红色)前和低合金结构钢温度突然升高前,应在温度降至800~850℃(钢材表面出现红色)前完成加工。呈黄色),并且型腔应轻轻冷却。
(6)折弯件通常采用以下设备:
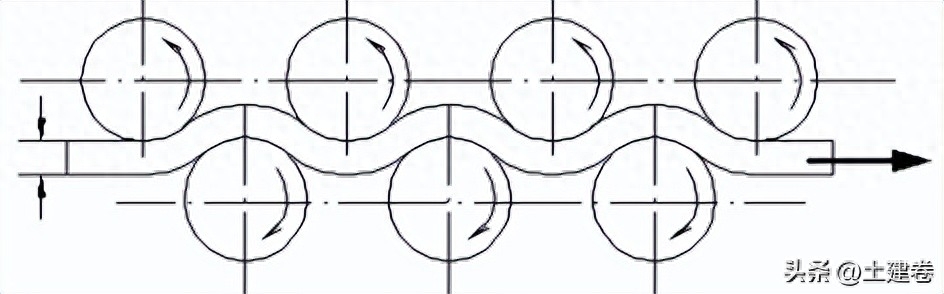
1)滚铣机(卷板机、卷钢机、弯管机)。
2) 按。
(7)加工弦长大于1500mm的弯曲零件时,应采用弧长大于1500mm的圆弧样板进行检测; 当弯曲零件的弧长大于1500mm时,模板的弧长应等于零件的弧长,且间隙不应小于2.0mm。

(8)钢结构加工中,以下部位通常需要进行边缘加工:
1)叉车梁腹板、承载面及其他按图纸要求加工的表面。
2)钎焊槽。
3)刚性板、货架、主梁、冲孔扣板,规格严格。
(9)根据实际需要可以采用以下方法进行边缘处理:
1)刨床加工。
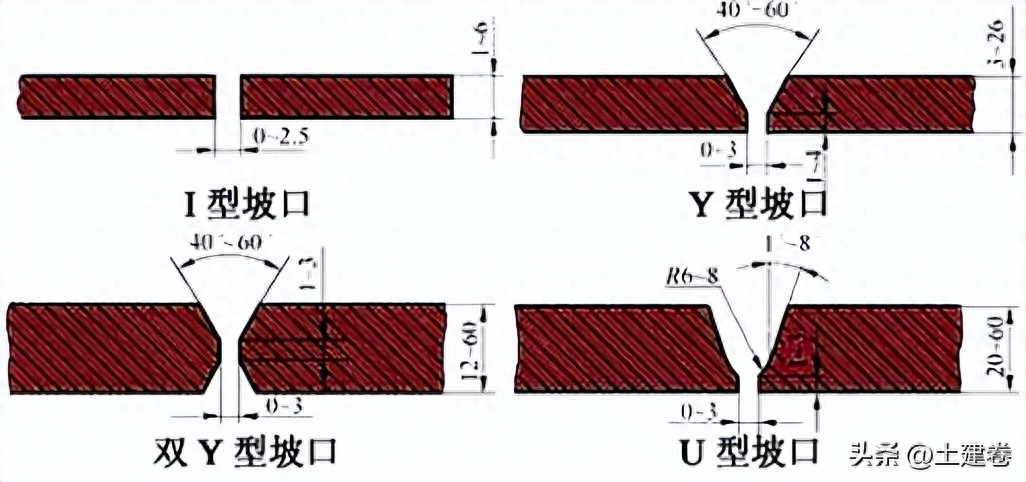
2)半手动、手动气焊机坡口切割。
3) 电弧气体的产生。
对于有刨边的零件,刨边线与料线之间的允许误差为±1.0m。 刨边线的弯曲高度不应超过弧长的1/3000,且不应小于2.0mm。 铣削平面的表面粗糙度不应小于0.03mm。
点焊坡口加工规范的允许误差应符合国家标准《手工电弧焊点焊接头基本型式和规范》(GB985-80)和《埋弧焊点焊接头基本型式和规范》(GB985-80)的规定。 )相关规定。

4. 组装
(1)装配工作的一般规定:装配必须按工艺要求的顺序进行。 连接面及焊缝各边30~50mm范围内的锈斑、毛刺及污物必须清除。 当有隐藏熔池时,必须先进行焊接,检查合格后方可覆盖。
布置组装好的轮胎模具时,其定位必须考虑预脱模点焊收缩和冲洗加工余量。
为了减少变形,尽量先组装焊接大零件,校正后再组装小零件。 轮胎模具和首件装配必须经过严格的检验后才能大批量进行装配工作。
组装好的预制构件应立即在显着部位用油漆进行编号,并注明图号、构件号和件数,以便于查找。
(2)点焊结构的组装
1)点焊结构组装常用工具:Callan或铁楔夹具,可以将两个零件夹紧在一起并定位进行点焊。
钢夹可用于装配厚板结构的异径接头。
正畸固定装置和张紧器:正畸固定装置用于组装钢结构; 张紧器用于在装配过程中拉紧两个零件之间的间隙。
前后推线器用于调整熔池间隙,纠正装配筒体时的传统形状。
液压缸和自动千斤顶。
定位焊所用的点焊材料种类应与被点焊材料相同,并由持证工人铆接。
3)常见点焊结构装配工艺
3.1) 桁架装配
A。 弦杆和腹杆均应先在单肢上通过点焊进行组装和校正,然后再进行大装配。
b. 连接支撑与钢柱的节点板应先进行大件拼装焊接,校正后再定位进行大拼装。
C。 装配轮胎时释放收缩量,通常为上限(L≤24m时5mm,L>24m时8mm)。
d. 跨度大于15m的三角形山墙和跨度大于24m的矩形主梁宜采用拱形(1/500)。 但对于跨度大于上述的,由于上弦处有较大的熔池,最好有少量起拱(10mm左右),以防止向下偏转。
e. 桁架的大规模装配有两种类型:模具装配法和仿形法。 后者更准确,而前者更快; 后者适用于小型桁架,前者适用于一般中小型桁架。
F。 上主梁节点板坡口焊深度与节点板宽度有关(见下表)。
节点板长度(mm)
10
12
14
坡口焊接深度(mm)
10
12
2)实腹工字叉车梁的装配
2.1)主梁应先刨平(或半手工气焊),保证长度和装配间隙。 若采用半手工气焊钢结构用材,应通过打磨除去氧化皮。
2.2)拱圈反向变形,装配时保持d1=d2。 拱圈与主梁中心挠度≤2mm。 拱环主熔池区域及腹机表面50mm范围内必须清除油污、铁锈等杂物。
2.3)焊接距离≤200mm应双面焊接,并加支撑杆。 焊接高度应为熔池的2/3。
2.4)实腹叉车梁跨度超过24m时才采用拱形。 当跨度大于24m时钢结构用材,最好先焊主熔池和下缘横缝,避免弯曲。 主熔池焊接完毕后,校直主梁,然后安装支腿板和端板。 组装过程应在专用的轮胎工具上完成。
3、质量要求
1、主要控制项目
1)材料品种、尺寸必须符合《钢结构工程施工质量预检验规范》第4.2.1条的规定。
2)切割面质量应符合《钢结构工程施工质量初步检验规范》第7.2.1条的规定。
3)校正、成型必须符合《钢结构工程施工质量初步检验规范》第7.3.1条、第7.3.2条的规定。
4)钢材复验必须符合《钢结构工程施工质量初检规范》第4.2.2条的规定。
5)边缘处理必须符合《钢结构工程施工质量初步检验规范》第7.4.1条的规定。
6)打孔必须符合《钢结构工程施工质量初步检验规范》第7.6.1条的规定。
7)叉车梁(桁架)必须符合《钢结构工程施工质量初步检验规范》第8.3.1条的规定。
8)端铣精度必须符合钢结构工程施工预检规范第8.4.1条的规定。
9)外观规格必须符合《钢结构工程施工质量初检规范》第8.5.1条的规定。
2、一般项目
1)材料尺寸规格必须符合《钢结构工程施工质量初检规范》第4.2.3条、第4.2.4条的规定。
2)钢材表面外观质量应符合《钢结构工程施工质量初步检验规范》第4.2.5条的规定。
3)切割精度必须符合《钢结构工程施工质量初步检验规范》第7.2.2条、第7.2.3条的规定。
4)纠偏质量必须符合《钢结构工程施工质量初步检验规范》第7.3.3.7条、第7.3.5条的规定。
5)边缘处理必须符合《钢结构工程施工质量初步检验规范》第7.4.2条的规定。
6) 制孔精度必须符合《钢结构工程施工质量初步检验规范》第7.6.2条、第7.6.3条的规定。
7)H型钢点焊接头应符合《钢结构工程施工质量预检规范》第8.2.1条的规定。
8)H型钢点焊精度必须符合《钢结构工程施工质量预检规范》第8.2.2条的规定。
9)点焊装配精度必须符合《钢结构工程施工质量初步检验规范》第8.3.2条的规定。
10)紧密接触面必须符合《钢结构工程施工质量预检验规范》第8.3.3条的规定。
11)轴线交点错位必须符合《钢结构工程施工质量初步检验规范》第8.3.4条的规定。
12)熔池坡口厚度必须符合《钢结构工程施工质量初步检验规范》第8.4.2条的规定。
13)外观规格必须符合《钢结构工程施工质量初检规范》第8.5.2条的规定。
四、施工注意事项
一、主要安全技术措施
1)采用气焊、切割厚板等方式对现场周围易燃易爆物品进行清理或覆盖、隔离。
2)使用剪板机剪切厚板时,应放置平稳。 剪切时,上剪必须复位后才能进给,不得将手插入受压状态。 不允许使用切割超过规定长度且无法压制的窄厚板材)。
3)使用电锤钻孔时,电钻电源线不得损坏或短路,使用时应戴绝缘手套。 操作时,先启动,后接触工件。 钻孔以避免钻头打滑。 使用杠杆施加压力,不要用身体直接按压前方。
2、产品保护
预制构件组装完毕后,应堆放在平坦、干燥的场地上,然后再转入下一道工序——焊接,并在焊接前提供足够的垫块和垫块,以防止预制构件磨损和变形。
技术总监
线人
接受者
注:本记录一式两份,一份由报送单位保存,一份由受理报告单位保存。
电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网