

与碳钢相比,不锈钢焊缝中熔融金属的流动性较差。 当焊接参数相同时,不锈钢的焊接熔深较浅。 为了弥补这些缺陷,不锈钢接头具有更大的斜角、焊缝根部更薄的钝边以及更宽的间隙。 在设计和制备接头时必须考虑这些因素,以促进焊缝熔深和避免焊缝熔深。 焊缝可以有多种不同的设计。
1) 焊接接头准备
仔细清理焊缝边缘是成功焊接奥氏体不锈钢的重要步骤。 焊接接头平直、干净、无毛刺,有利于接头装配钢结构电弧喷锌公司,有利于稳定电弧,并保证焊缝熔深均匀。 简而言之,良好的焊接接头准备有助于焊工生产出高质量的焊缝。 机加工焊接接头是理想的选择。 如果磨削可以去除毛刺并使间隙均匀,也可以采用砂轮磨削。
2)焊缝清理
氧化物:不锈钢在等离子或激光切割过程中形成高熔点氧化物。 如果焊接前不去除切割的氧化物,它们会污染焊缝金属,并成为内应力集中源和腐蚀点。 焊接前,必须通过机械加工或精磨砂轮去除所有氧化物,露出母材。 钢丝刷,甚至不锈钢钢丝刷钢结构电弧喷锌公司,都不能保证去除紧密粘附的氧化物。 建议焊接前使用非金属磨料进行表面清理。
有机污染:焊前若不去除有机污染,会造成焊缝裂纹和气孔。 有机污染物中的碳溶解在不锈钢中,引起碳化铬敏化。 有机污染物如油、切削液或彩色笔迹必须用相应的溶剂去除。
金属污染:焊接热熔化的铜、铅和锌渗入晶界,使不锈钢变脆。 这些金属污染通常是由于接触刀具和衬里,或在运输和储存过程中接触这些金属而引起的。 它们必须在焊接前去除,以避免所谓的液态金属脆化。 去除金属污染物的最佳方法是研磨和酸洗。
3)组装、定位、夹紧
对于高性能奥氏体不锈钢,焊接前仔细对准至关重要。 由于它们是完全奥氏体的,因此需要低热量输入来防止热裂。 焊工不必“摆动”即可连接大的或不规则的根部间隙。 良好的对准可以使整个焊缝的间隙宽度和对准保持一致。 这是通过精确的焊缝准备和焊缝夹紧或定位来实现的。
表2给出了奥氏体不锈钢点焊的合适间距。 图1所示为保持直焊缝间距宽度一致的点焊定位顺序。 焊接管道时,必须纳入最终焊缝的点焊不得完全熔透,并且必须确保没有氧化。 厚工件上的点焊接头不会在最终焊缝中造成缺陷,这一点非常重要。 定位焊点的凸出部分和焊缝的首尾必须打磨光滑。 焊工应避免在定位焊缝上起弧或灭弧。 点焊应采用惰性气体保护,并使用与母材相匹配的填充金属。
表2 钢板厚度及推荐点焊间距
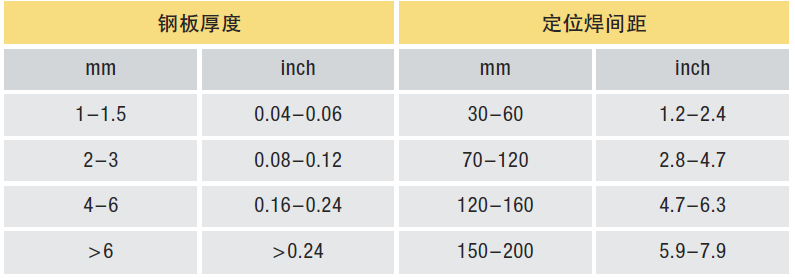
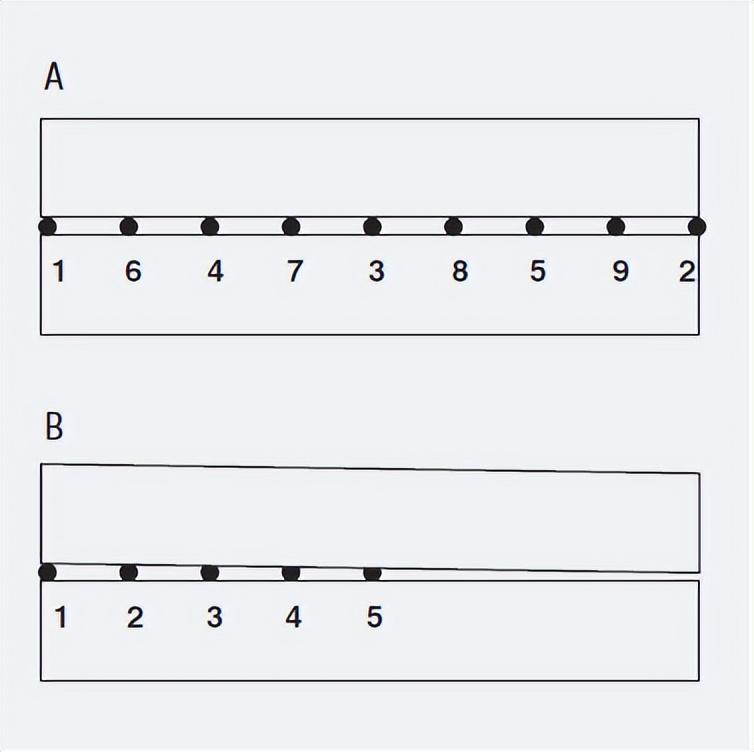
图1 避免焊接时间隙闭合的正确定位顺序,A正确,B错误
电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网