
钢结构焊接工程技术简介(三)
2.4 螺栓焊接
一、适用范围
适用于各类钢结构工程(如钢柱、梁、现浇混凝土的焊接以及钢-混凝土组合楼板中的抗剪件、预埋件、锚栓的焊接。可焊接直径:螺柱可达22mm)。
2.工艺流程
三、操作流程
焊前准备工作:放线、抽检螺栓、瓷环、烘干。 焊件还需要在潮湿的环境中干燥。
焊前测试:每天在正式焊接前制作两个试件。 45°弯检查合格后才能进行正式焊接。
(1)确定工艺参数
螺柱焊接前,必须对不同材质、不同规格、不同厂家、不同批次生产的螺柱,使用不同型号的焊机、焊枪在与现场相同的条件下进行严格的工艺参数测试。
1)静态拉伸试验:采用20°斜拉法检查断裂时的位移和抗拉强度、伸长率和屈服点。
2)反复弯曲试验:在纵向平面内反复弯曲45°以上,要求焊缝周围无断裂。
3)奔儒。 角度试验:要求焊缝薄弱部位不产生裂纹。
只有通过上述工艺测试的工艺参数才能在工程中使用。 焊接能量的大小与焊接电压、电流和时间的乘积成正比。 为了保证螺柱焊电弧的稳定性,必须通过调节焊接电流和通电时间来控制和改变焊接能量。
(2)螺柱试验必须由具有丰富实践经验的焊工在焊接工程师的监督下进行。

(3)操作要点:
1)焊枪应围绕工件呈90°角,瓷环就位,焊枪夹住螺柱放入瓷环内压实。
2)打开焊枪开关,电流通过起弧器产生电弧。 螺栓在控制时间内熔化。 当焊枪按下时,它反弹,电弧断开,焊接完成。
3)稍等片刻,用小锤子敲掉瓷圈。
4)熔透焊采用以下方法:
① 未镀锌板可直接焊接。
②将螺柱焊处的镀锌板用乙炔氧焰烘烤,攻丝后两面除锌。
③用螺旋钻开孔。
3、质量标准
3.1 主控工程
1、焊条、焊丝、焊剂、电渣焊嘴等焊接材料与母材的匹配应符合设计要求和现行国家行业标准《建筑钢结构焊接技术规程》(JGJ81) 。 焊条、焊剂、药芯焊丝、熔嘴等在使用前应按照其产品说明书和焊接工艺文件的规定进行烘烤和储存。 焊条外观不应有药皮剥落、焊芯生锈等缺陷; 助焊剂不应受潮和结块。
2、焊工必须经考试合格,取得证书。 持证焊工必须在其考试资格和批准的范围内进行焊接。
3. 施工单位应对首次使用的钢材、焊接材料、焊接方法、焊后热处理等进行焊接工艺评定,并根据评定报告确定焊接工艺。
4、设计要求全焊透的一次、二次焊缝应采用超声波探伤检查内部缺陷。 当超声波探伤无法确定缺陷时,应采用射线探伤。 内部缺陷分类和探伤方法应符合现行国家标准《钢》焊缝手工超声波探伤方法和探伤结果分类》(GB11345)或《钢熔焊对接接头射线照相及质量分类》(GB第3323章)
焊接球节点网格焊缝、螺栓连接球节点网格焊缝及圆管T、K、Y形节点相关线焊缝的内部缺陷分类及探伤方法分别应符合现行国家标准《焊接球节点网格焊缝》的规定《超声波探伤方法及质量分级方法》(JBJ/T 3034.1)、《螺栓球接头钢格板焊缝超声波探伤方法及质量分级方法》(JBJ/T 3034.2)、《建筑钢结构焊接技术规程(JGJ 81) 。
5、焊缝表面不得有裂纹、焊接毛刺等缺陷。 一级、二级焊缝不得有表面气孔、夹渣、电弧坑裂纹、电弧划伤等缺陷; 一级焊缝不得有咬边、欠焊、缩根等缺陷。
6、施工单位应对所使用的焊钉、钢焊进行焊接工艺评定,结果应符合设计要求和国家有关标准。 瓷环应根据其产品说明进行烘烤。
7、焊接后,焊螺柱应进行弯曲试验,焊缝和热影响区不应有可见裂纹。
3.2 一般项目
1.对于需要焊前预热或焊后热处理的焊缝,预热温度或焊后加热温度应符合国家有关标准的规定或通过工艺试验确定。 预热区在焊道两侧,每侧宽度应大于焊件厚度的1.5倍,且不宜小于100mm; 焊后应立即进行后热处理,根据板厚每25mm计算保温时间。 1小时内确定板厚。
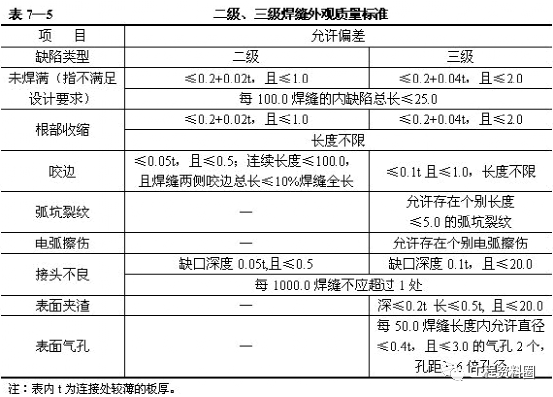
2、用观察检查或用放大镜、钢尺、焊缝量规检查二次、三次焊缝。 外观质量标准应符合表7-5的规定。 三级对接焊缝应按二级焊缝标准进行外观质量检验。
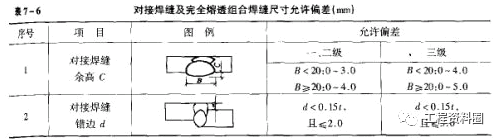
3. 焊缝尺寸允许偏差应符合表7-6的规定。
4、焊接成凹角焊缝时,焊缝金属与母材金属之间的过渡应光滑; 加工成凹角焊缝时,其表面不应留有切口。
5、焊缝外观应为:外观均匀,形状良好,焊道及焊道与母材之间过渡光滑,焊渣、飞溅基本干净。
6、焊接完成后,焊钉根部的焊脚应均匀,对焊脚正面部分熔合或小于360°的焊脚应进行修补。
4、成品保护
1、元件上的所有焊瘤、飞溅物、毛刺、焊疤等均应清除。 要求焊缝钢筋打磨光滑。
2、按照装配工艺在部件上标注的部件代号,用钢印在距端部500mm以内的部件法兰上印入。 零部件编号必须按图纸要求编号。 数字必须清晰,位置必须明显。
3. 构件的钢印代码附近应悬挂一块铁板。 铁板上应加盖钢印,标明元件编号。
4. 用红色油漆标记中心线标记并盖印。
5、焊后不允许砸坏钢筋接头,不准在刚焊完的钢筋上浇水。 低温作业时应采取预热和缓冷措施。
6、验收合格后方可进行包装。 包装应保护部件免遭损坏,零件免于变形、损坏和丢失。
7、不允许在焊缝外的母材上引弧。
8、各部件校正完毕后方可进行焊接,焊盘、支架不得随意移动,以免影响部件的垂直偏差。 隐蔽部位的焊缝必须经过隐蔽验收手续后才能进入下一道工序。
9、低温焊接后不允许立即清理焊渣。 焊缝冷却后应清除焊渣。
10、薄壁钢结构构件在运输过程中应适当吊装、堆放,避免变形。
五、应注意的质量问题
1、焊接时,引弧应在垫板、支撑杆或形成焊缝的部位进行,不得烧伤主筋。
2、焊接过程中应及时清除熔渣,焊缝表面应光滑,焊缝加强筋应平滑过渡,填平电弧坑。
3. 应选择合适的电流,避免电流过大和电弧过长,并控制焊条的角度和电弧运动的方法。
4、严禁在焊缝区域以外的母材上产生电弧。 坡口内起弧的局部应进行一次焊接,不得留有电弧坑。
5、熔槽棒材焊接注意事项:
钢筋端面应加工平整,两钢筋端面间隙宜为10mm~16mm。 从接头处垫板起弧后,应连续进行焊接,钢筋端部应熔合,防止焊不全、气孔或夹渣。 焊接过程中应停止焊接一次,清理焊渣; 焊接平整后,应对焊缝加强筋进行焊接,高度不应大于3mm。 钢筋与角钢垫板之间应增设1~3层边焊缝。 焊缝应饱满,表面光滑。
6、坡口焊注意事项:
(1)坡口表面应光滑,切口边缘不应有裂纹、钝边或缺边。 钢筋根部间隙:坡口焊时宜为4mm~6mm; 立焊时应为3mm~5mm; 最大间隙不应超过10mm。
(2)焊缝根部、坡口端面、钢筋、钢垫板均应熔合良好。 焊接时应经常清除焊渣。 钢筋与钢垫板之间应增设2~3层侧焊缝。
(3)用多个接头依次进行焊接。
(4)焊缝宽度应比V型坡口边缘大2毫米至3毫米,焊缝加强筋不应大于3毫米,过渡到钢筋表面应光滑。
(5)当接头处发现电弧坑、气孔、咬边等缺陷时,应立即进行补焊。
7、窄间隙焊接注意事项:
(1)钢筋端面应平整,电弧应从焊缝根部连续焊接,电弧从左向右来回移动。 电弧应在钢筋端面停留少许,以将其熔断; 焊至端面间隙高度的4/5后,焊缝应逐渐加宽。 当熔池过大时,应改连续焊为断续焊,以避免过热。
(2)焊接应采用具有自动调节功能的焊接设备,并应采用独立电源。
如果同一台焊接电源上使用两台或多台焊钉枪,应采用联动联锁装置,保证一次只能使用一台焊钉枪,使电源在工作完毕后才能开始下一次焊接。一颗焊钉就完成了。 。
(3)焊接电压、电流、时间及焊钉枪起插等参数应按焊钉制造厂和设备制造厂的说明书进行。
8、焊接结束时,如果突然停止,渣池温度急剧下降,容易产生裂纹、缩孔等缺陷。 一般要求逐渐减小焊接电流和电压,或加引出板。
9、当螺柱焊接温度低于0℃时,每100件中应取出2件进行弯曲试验。 若2项不合格,则补充1项。 若焊接仍不合格,必须停止作业。 低温焊接时不准立即清理焊渣,以减缓冷却。
10、对于性能要求较高的焊缝和接头,每层焊层厚度不应大于4mm。 焊接接头每侧焊缝的覆盖宽度不应小于2mm~4mm。
11、坡口底部焊道应使用不大于φ3.2mm的焊条,底部根部焊道的最小尺寸应适当,以防止裂纹。
12. 焊接前,焊工应检查焊件的接头质量以及焊接区域坡口、间隙、钝边等的处理情况。 发现不合格部位应修理合格后,方可进行焊接。
13、厚度小于12mm的板材,无需坡口,采用双面焊。 正面焊接电流稍大,熔深达到65%-70%,背面焊接深度达到40%-55%。 对于厚度大于12mm至20mm的板材,一侧焊接完毕后,将背面的根部清理干净后再进行焊接。 对于较厚的板材,坡口焊通常采用手工打底焊。
14、多层焊接时,每层焊接高度一般为4mm至5mm,每层焊缝的接缝应错开,不得重叠。 多道焊时,焊丝应距坡口面3mm~4mm进行焊接。
15、填充层总厚度低于基材表面1mm~2mm,略凹,斜边不得熔化。
16、多层焊接应连续进行,焊后应及时清理各层焊道。 若发现影响焊接质量的缺陷,必须在焊前清除,以免夹渣。
17、应严格控制焊接件的相对位置,焊接时应小心谨慎,不得马虎。
18、为防止裂纹的发生,应选择合理的焊接工艺参数和顺序。 应先焊接一端,然后再焊接另一端。 当焊缝出现裂纹时,焊工不得擅自处理。 焊接技术人员应向焊接技术负责人报告,查明原因钢结构基础预埋件,制定修复措施后进行处理。 低合金结构钢在同一位置返修不得超过两次。
19. 对于需要焊入凹面的角焊缝,必须采取措施保证焊缝金属与母材金属之间的平滑过渡。 如果焊缝要加工成凹面,则其表面不应留有切口。
20、应选择合适的电流,避免电流过大、电弧过长。 控制焊条的角度和电弧运动的方法,以防止咬边。
21。 焊条按规定的温度和时间烘烤,焊接区域必须清理干净。 焊接过程中,可适当增大焊接电流,降低焊接速度,让熔池中的气体完全逸出。
六、环境和职业健康安全管理措施
6.1 环境管理措施
1、氧气、乙炔气应放置在规定的安全场所,并按规定正确使用。 车间、工具间、操作平台等应安装足够数量的灭火设备。焊接或气割时,开始工作前应注意周围环境是否有易燃物质。
2、库内物料堆放、整形、入库状况良好、整齐、干净。 钢材必须按规格、品种堆放整齐; 油漆材料、焊接材料等辅助材料必须存放在通风的仓库内,堆放整齐。
3. 废弃材料必须及时清理并堆放在指定地点,保证施工场地的清洁和施工道路的畅通。
6.2 职业健康安全管理措施
1、焊机外壳必须良好接地。 所有电缆、电气设备拆除、车间照明等必须由专业电工拆除。 使用的电动工具必须配备漏电保护器。 值班电工必须定期检查和维护电源线路和机器。 确保用电安全。
2、电焊机应配备独立的开关。 开关应放置在防雨的门箱内。 拉、关闸门时,应戴手套侧向操作开关。
3. 焊钳与导线必须绝缘良好、连接牢固。 更换焊条时请戴上手套。 在潮湿场所作业时,应采取穿绝缘胶鞋或站在绝缘胶板上等防触电措施。
4、禁止地线、地线与钢丝绳接触,不允许用钢丝绳代替中性线。 所有接地连接必须牢固连接。
5、更换场地、移动车把时,应切断电源,严禁手持车把攀登梯子。
6、焊工应按照劳动部门颁布的有关规定和各部门的具体规定使用劳动防护用品,如工作服、帽子、手套和绝缘鞋等。
7、焊接和预热工件时钢结构基础预埋件,应采用石棉布或挡板等隔热措施。
8、清除焊渣和采用电弧气刨除根时,应佩戴防护眼镜或面罩,防止铁渣飞溅伤人。
9、多台焊机焊接在一起时,焊接平台或焊件必须接地,并安装挡光板。
10、雷雨天气时,应停止露天焊接工作。
11、焊接现场周围应清除易燃易爆物品,或进行覆盖和隔离。 当必须在易燃易爆气体或液体扩散区域进行焊接时,必须经有关部门检查并许可后才能进行焊接。 消防工具必须齐全,火灾区域必须放置灭火器,并定期进行检查。 工作完成后,应切断电焊机电源,并检查操作地点,确认无火灾危险后方可离开。
12. 做好防暑、降温、防风、防雨、防台风和员工劳动保护。
电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网