
1.适用规范和标准
钢结构的设计、制作、安装及验收应符合(包括但不限于)下列规范和程序:
《建筑结构荷载规范》GB50009-2006
《建筑抗震设计规范》GB50011-2008
《钢结构设计规范》GB50017-2003
《门式刚架轻型房屋钢结构技术规程》CECS102:2002
《涂漆前钢材表面腐蚀等级和除锈等级》GB8923
《冷弯薄壁型钢设计规范》GB50018-2002
《钢结构工程施工质量验收规范》GB50205-2001
《钢结构高强度螺栓连接设计、施工及验收规范》JGJ82-91
《建筑钢结构焊接技术规程》JGJ81-2002
《碳素结构钢》GB/T700-2006
《低合金高强度结构钢》GB/T1591-2008
《钢结构扭剪型高强度螺栓连接技术条件》GB/T 3632~3633-2008
《碳钢埋弧焊用焊剂》GB/T5293-1999
《熔化焊用钢丝》GB/T14957-1994
《低合金钢埋弧焊用焊剂》GB/T12470-2003
《低合金钢焊条》GB/T5118-1995
《建设工程施工质量验收统一标准》GB50300-2001
《建设工程文件归档与整理规范》GBT50328-2001
2、技术要求
2.1 施工单位应严格按照本工程钢结构施工图、总体设计说明书的要求及相关施工、检验、验收规范进行。
2.2 本工程所用钢材除满足国家材料规范要求外,还应满足地震区的下列要求:
1)。 钢材抗拉强度实测值与抗拉强度实测值之比不应大于0.85。
2)。 钢材应有明显的屈服台阶,延伸率应大于20%。
3)。 钢材应具有良好的焊接性能和合格的冲击韧性。
2.3低碳合金结构钢(Q345)钢板及型材,主要用于钢柱、钢梁。 Q345钢应符合国家标准《低碳合金结构钢》GB/T1591-94规定的各种化学元素、成分和力学性能要求。 钢材的屈服强度fy>345N/mm2。 对于焊接结构,应使用B级钢。 起重机梁和桁架起重机梁宜采用C级钢。 碳素结构钢(Q235)钢板和型材用于屋顶、柱支撑和拉杆。 Q235钢应符合国家标准《碳素结构钢》GB/T700规定的各种化学元素、成分和力学性能要求。 钢材的屈服强度fy>235N/mm2。 焊接结构宜采用B级钢。
2.4 当焊接构件钢材厚度>40mm时,拉伸试样厚度方向的收缩率应不小于《厚度方向性能钢板》GB50313规定的允许值。
2.5焊条
焊接方式
钢材材质
焊接材料
评论
手工焊接用焊条
Q345B
E5015,E5016
所选焊条型号应与主体金属相匹配
Q235
E4301~E4313,E4315~E4316
埋弧自动焊或
半自动焊接用焊丝及耗材
Q345B
H08A、H08E与高锰焊剂结合
H08Mn、H08MnA与中锰或高锰型焊剂组合
焊丝和焊剂应与主要金属的强度相适应
Q235
H08、H08A、H08E焊丝与中锰、高锰焊剂组合
H08Mn、H08MnA与无锰或低锰焊剂结合
熔尖电渣焊
以及所使用的焊丝
Q345B
H08MnMoA
Q235
H08MnA
1)焊条型号的具体选用应遵循《建筑钢结构焊接技术规程》JGJ81的规定,焊条应符合《碳钢焊条》GB/T5117国家标准。
2)Q345与Q345钢之间的焊接宜采用E50型焊条。 Q235与Q235钢之间的焊接宜采用E43型焊条。 Q345与Q235钢之间的焊接宜采用E43型焊条。
2.6 高强度螺栓
本项目高强度螺栓性能等级:均为10.9级(螺杆材质为20MnTiB;螺母材质为15MnVB;垫圈材质为45号钢)。 安装高强度螺栓的构件(件)接触面应喷砂处理,其摩擦系数:Q235构件不小于0.45; Q345 元件不小于 0.50。
2.7 普通螺栓
本工程常用螺栓为Q235钢材质的C级螺栓。
2.8 屋面檩条和墙檩条:屋面檩条采用冷弯薄壁Z型钢和轻型槽钢。
2.9 屋面板、墙板:详见建筑施工图设计说明。
3、钢结构制造加工:
3.1钢结构构件的制作应按《钢结构工程施工质量验收规范》(GB50205-2001)进行。
3.2 所有钢构件在生产前均备有1:1的施工样板,经验证后方可进行材料切割。
3.3钢材加工前应校平,以免影响生产精度。
3.4 螺栓孔径(D)要求:对于M12~M16:D=(d+1.5)mm(d为螺杆直径); 对于M18~M30:D=(d+2.0)mm(d为螺杆直径)。
3.5焊接工程焊缝质量等级及主要施工要求:
3.5.1 焊接时应选择合理的焊接工艺和焊接顺序,以减少焊接应力和焊接变形。
3.5.2 组合H型钢的腹板和翼缘应采用自动埋弧焊机焊接,四根连接焊缝应双面满焊。 轻钢薄壁构件允许单面焊接。
3.5.3 组合H型钢因焊接变形应采用机械或火焰矫正矫直。 具体方法应符合GB50205-2001的相关规定。
3.5.4 构件角焊缝的厚度范围详见表1(最小角焊缝尺寸hf)和表2(最大角焊缝尺寸hf)。
3.5.5焊缝质量等级:(除非另有说明),工厂制造的所有V型、K型坡口全焊透焊缝均为一级焊缝; 现场安装的所有坡口焊缝,包括上下翼缘和节点腹板的焊缝,以及上下柱节点的焊缝,均为二次焊缝。 连接板上的角焊缝均为三级焊缝。
工厂焊接的焊缝应采用自动焊和半自动焊。 现场焊接可采用手工焊接,但应严格按照操作规程进行。
3.5.6 切割位置应准确,切口应整齐。 切割前应清除钢材切割区域表面的锈迹、污垢等。 切割后应清除毛刺、熔渣和飞溅物。 毛刺、熔渣和飞溅物。
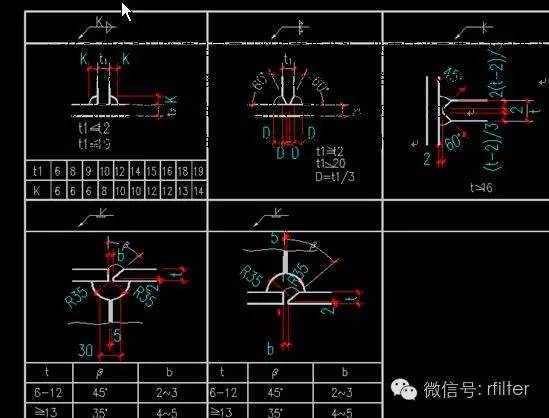
3.5.7 组合型钢,如H型钢、T型钢,除另有规定外,均采用全熔透角焊缝。 焊接尺寸如表3所示。组合型钢焊缝选择表
3.5.8 钢结构焊缝详见《钢结构施工通用说明书》表4;
3.5.9 焊缝质量检验:
3.5.9.1 2级及以上焊缝,应按《钢结构工程施工质量验收规范》GB50205-5.1、5.2的规定进行外观和超声波(或射线)探伤检验及处理。 2001年,并应保存记录。
3.5.9.2 三级焊缝应按《钢结构工程施工质量验收规范》GB50205-2001中5.1、5.2的规定进行目视检查和处理,并保存记录。
3.5.10 焊工要求
3.5.10.1 应严格执行GB50205-2001规范中5.2.2的强制性规定,并持证上岗。 对于钢框架、桁架吊车梁,焊接后应加盖焊工钢印,并保存记录。
3.5.10.2 构件焊接时应采取必要措施控制焊接应力和焊接变形。
3.5.10.3 所有焊缝的要求均应按设计图纸及国家规范、法规和标准的要求执行。
3.5.10. 跨度为429m、30m的钢框架梁,除施工图纸有明确要求外,应按1/750的比例拱拱。
4、钢结构的运输、检验、堆放:
4.1 应采取措施防止部件在运输和使用过程中变形和损坏。
4.2结构安装前应对构件进行全面检查:如构件的数量、长度、垂直度、安装缝处螺栓孔间尺寸是否符合设计要求等。
4.3 构件堆放场地应提前平整、压实,周围做好排水工作。
4.4 构件堆放时,应先放置枕木,将其压平。 不建议将组件直接放置在地面上。
5、钢结构安装
5.1 柱脚和基础锚栓
5.1.1 用经纬仪和墨线在短混凝土柱上弹出各柱的中心线,并用水平仪测量地脚螺栓的高程。
5.1.2 基础底板、地脚螺栓尺寸经复验符合GB50205的要求,基础混凝土强度等级达到设计强度等级的75%后,方可安装钢柱。
5.1.3 钢柱脚锚栓采用螺母调平方案,钢柱脚宜设有钢剪键。 详细内容参见结构施工图。 主体结构支撑及其他附件安装到位后,结构形成空间单元(几何不变系统),几何尺寸经检测验证正确后,柱底板间间隙宜采用C35基础顶面(或混凝土短柱)可采用微膨胀自流细石混凝土或特种灌浆材料填充。 可采用压力注浆,并应保证密度。

5.2结构吊装(安装):
5.2.1 结构吊装(安装)时,应采取有效措施,保证结构的稳定性,防止过度变形。
5.2.2 屋架安装顺序:应先安装屋面支撑系统靠近山墙的两个屋架,然后安装其他屋架。 前两个屋架安装完毕后,应在两个屋架之间安装垂直支撑、水平拉杆、檩条和屋面水平支撑。 安装完成后,应用屋顶水平支撑调整构件之间的垂直度和水平度; 调整正确后,即可锁定支架并安装其他屋架。 除前两根屋架外,其余檩条的螺栓均应校直后拧紧。
5.2.3 屋架拼装:对于大跨度屋架,在地面拼装时应尽量采用垂直拼装,防止各屋架拉杆产生侧向变形。
5.2.4 檩条的安装应在屋架调整定位后进行。 檩条安装完毕后,应用拉杆调整直线度。
5.2.5 遇有大风、大雨等恶劣天气条件时,应禁止钢结构安装,并对已安装的结构提前做好安全防护措施。
5.2.6 结构安装完成后,应仔细检查安装过程中的运输和涂层划痕,并重新涂漆。 所有连接螺栓均应一一检查,防止泄漏或松动。
5.2.7 全部钢结构安装完毕并检查确认无误后,即可安装屋面板(钢承重板)。 面板应按施工图的方向铺设。 铺板时应保持钢板平整,然后安装螺栓顶。
5.2.8 不允许用已安装的构件吊运其他重物,也不允许在构件上焊接其他非设计要求的物体。
5.3 除另有说明外,所有截面对接焊缝的焊接角度均为45°。
5.4 锚固钢筋与预埋钢板的焊接必须保证可靠,预埋钢板应定位准确。
5.5 高强度螺栓结构
5.5.1 钢构件加工时钢结构施工厂家,应将钢构件高强螺栓接头表面除锈、喷砂,并立即用胶带密封。 钢构件吊装拼接时钢结构施工厂家,用铲子除去胶带。
5.5.2 若螺栓上下接触面的斜度大于1/20,应采用垫圈修平。
5.5.3 对现场发现的因加工误差而无法施工的构件螺栓孔,不得使用锤击螺栓强行穿入或采用气割扩孔,并应征求设计单位和有关部门的意见对付他们;
5.5.4 高强度螺栓、螺母、垫圈采用《优质碳素结构钢技术条件》(GB699-88)规定的钢材; 其热处理、生产及技术要求应符合《钢结构用高强度大六角头螺栓》的规定。 大六角头螺母和垫圈的型式、尺寸及技术条件》(GB/T1228~1231-91)。
5.5.5 扭剪型高强螺栓的破断顺序宜从中间向两端逐渐错开,呈Z字形破断。 螺栓焊接接头的施工顺序应遵循“初扭——焊接——终扭”的顺序; 捻制完成后,应检查尾部长度是否符合要求。
5.5.6 高强度螺栓的孔必须钻孔(或先冲小直径再扩孔)。
5.6 普通螺栓施工中的有关要求,参见国家标准GB50205-2001中6.2的有关规定。
5.7 本说明书未尽事宜,均按《钢结构工程施工质量验收规范》(GB50205-2001)的有关要求执行。
6、钢结构涂装
6.1 除锈:除镀锌构件外,钢构件在生产前应对其表面进行喷砂(喷丸)除锈处理。 不允许手工除锈。 除锈质量等级应符合国家标准GB8923中Sa2.5标准。
6.2 防腐涂层:
底漆、环氧富锌防锈漆,涂层厚度:室内25~30微米; 室外25~30微米;
第二遍中间漆,环氧富锌防锈漆,涂层厚度:室内25~30微米; 室外25~30微米;
面漆两遍,防火漆
修补漆共涂五层,每层如上,涂层厚度:室内>125微米; 室外 > 150 微米;
所有其他暴露的金属部件均涂有两层环氧云母底漆和两层丙烯酸聚氨酯面漆。
6.3 埋在混凝土中、与混凝土接触面、需要焊接的部位、高强螺栓连接范围内的构件接触面等情况下,无需涂漆。 (参考洁净室)
7、钢结构消防工程
7.1本工程防火等级为一级,要求钢构件耐火极限为:钢柱3小时,钢梁2.5小时,楼板及楼梯1.5小时,檩条1.5小时。
7.2 施工选用的钢结构防火涂料和防腐漆(面漆)应进行相容性试验,合格后方可使用。
8、钢结构维护
8.1 钢结构在使用过程中,应根据材料特性(如涂层材料的使用寿命、结构的环境条件等)以确保结构在使用过程中的安全。
8.2 钢柱脚高于柱脚顶面的部分宜包裹C25强度等级混凝土(保护层厚度不应小于50mm),包裹混凝土部分顶部标高应为-0.200。
8.3 对于高温结构,应根据不同情况采取下列防护措施:
8.3.1 当结构可能被炽热的熔融金属损坏时,应采用砖或耐热材料制成的隔热层进行保护。
8.3.2 当结构表面长期暴露于150℃以上辐射热或短时间内可能暴露于火焰时,应采取有效的防护措施(如增设隔热层或水套等) 。) 应采取。
9、钢结构抗震补充措施
9.1 焊接下列范围内的H型钢柱或箱形柱时,柱翼缘和柱腹板必须采用全熔透焊缝:
9.1.1 梁、柱刚性节点处,梁高Hb及上下范围均在500mm范围内。
9.1.2 柱缝部分及上下范围在100mm以内。
9.2 焊接柱的其余部位可采用部分熔透V型焊缝,焊脚尺寸S不小于腹板厚度的1/2,或采用双面角焊缝。
10、防雷、接地:详见混凝土结构施工图。
11、钢结构图例:详见钢结构施工图设计图
表1 角焊缝的最小角焊缝尺寸hf
较厚焊件厚度(mm)
手焊(高频)
(毫米)
埋弧自动焊(hf)(mm)
较厚焊件厚度(mm)
手焊(高频)
(毫米)
埋弧自动焊(hf)(mm)
17~21日
5~7
22~28日
8~11点
29~36
12~16日
37~39
10
注:T形连接的大角焊缝应比手工焊缝增加1mm。
表 2 角焊缝的最大焊脚尺寸 hf
较薄焊件厚度(mm)
最大焊角尺寸(mm)
较薄焊件厚度(mm)
最大焊角尺寸(mm)
16
19
18
22
20
24
10
25
30
10
12
30
36
12
14
>32
38
14
17 号
笔记:
1) 钢管结构除外;
2)板材边缘角焊缝最大焊脚尺寸(厚度t)仍应满足下列要求:当t≤6mm时,hf=t; 当t>6mm时,hf≤t-(1~2)mm。
3)圆孔或长孔的角焊脚尺寸不应大于圆孔直径或长孔短径的1/3。
表3 组合焊缝选择表
tf
高频
TW
tf≤12
12≤tf≤19
Tf>19
6毫米
其余
埋弧焊
手工电弧焊
其余
埋弧焊
手工电弧焊
其余
埋弧焊
手工电弧焊
7毫米
8毫米
9毫米
10毫米
5.5
11毫米
5.5
6.5
6.5
12毫米
13毫米
6.5
7.5
14毫米
15毫米
7.5
8.5
8.5
16毫米
9.5
9.5
17毫米
8.5
10
8.5
10
18毫米
6.5
10.5
10.5
19毫米
9.5
11
9.5
11

电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网