
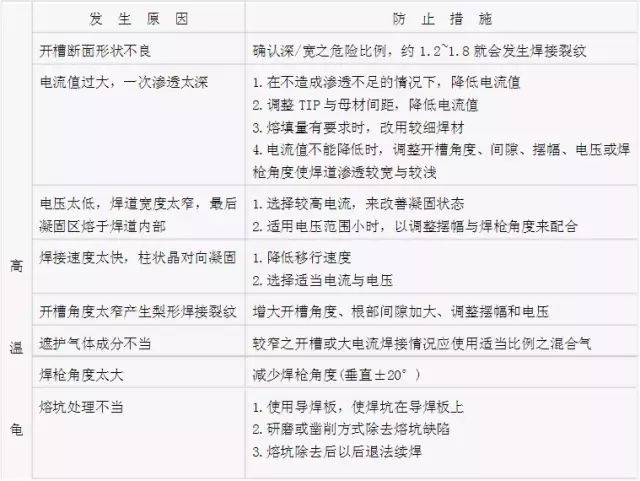
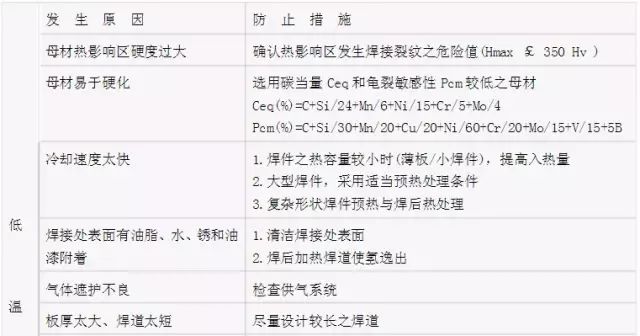
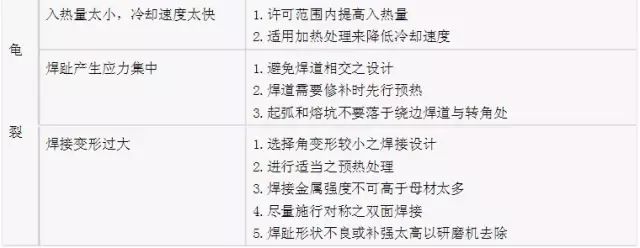
热裂纹的常见原因及预防措施

正确的焊接设计
焊接设计应考虑母材的焊接性、焊接材料与母材的匹配性、焊接效率、焊接方法、焊道尺寸、焊接变形和接头板屈曲等因素。 以角焊缝为例。 根据美国焊接学会钢结构焊接规范(AWSD1.1),角焊缝分为三类,如图2所示,包括理想焊缝、可接受的焊缝宽度和不可接受的焊缝。 不正确的焊道尺寸包括角焊道的喉部深度不足、凸度过大、焊缝腐蚀、重叠、焊脚长度不足和熔合不良。 美国焊接学会钢结构焊接规程和我国钢结构钢结构设计技术规范也规定角焊缝最小尺寸见表4。
角焊的最小焊脚长度由接头两部分中较厚的板材确定,但不得大于较薄的板材的厚度。 若超过,应进行充分预热,以保证焊接质量。 如果应力计算需要,焊接尺寸可大于接头厚度。 表3给出了各种板厚的角焊最小焊脚长度尺寸,表4给出了角焊全焊缝宽度与最大凸长之间的关系。
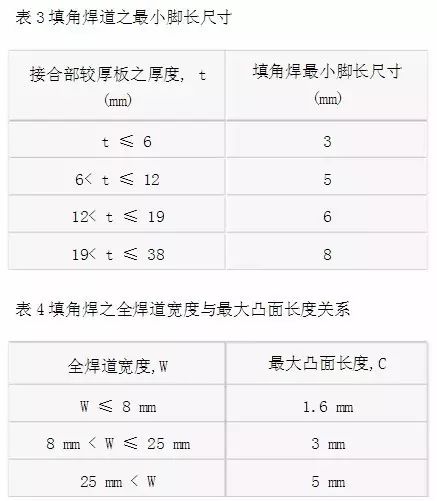
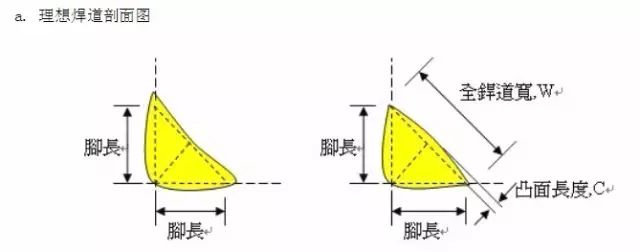
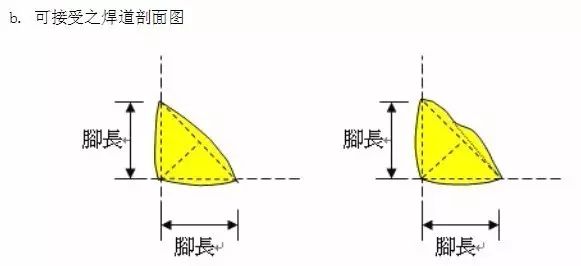
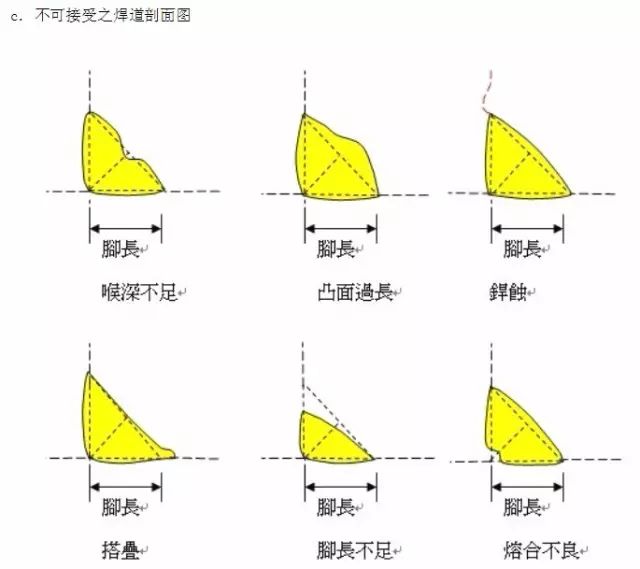
图2 角焊缝剖面图
如何减少潜在裂纹
埋弧焊方形角焊缝产生纵向裂纹的原因是什么? 如何预防和避免呢?
埋弧焊工艺一般应用于桥梁、工厂、建筑钢结构、化工设备制造、集装箱制造、造船等行业。 由于这些行业与人类生命财产安全密切相关,因此这些应用中的焊接质量起着至关重要的作用。 重要角色。
纵向裂纹产生的原因
采用埋弧焊技术焊接平角焊缝时,如果焊道金属表面出现纵向长条裂纹,如图1所示。通常焊道表面的长条状裂纹为结晶裂纹。热裂纹。 产生这种焊接裂纹的原因可以用图2来解释。当左侧焊道逐渐冷却时,部分焊接热应力会残留在焊道和母材中,导致A板轻微向左偏离由于焊道收缩。 中心线。 但当右侧焊道完成后,焊道的凝固收缩热应力,加上右侧焊道的焊接热量,会引起左侧焊道的体积膨胀。 这种热应力现象会导致A板向右拉回。 并增加左侧焊道热裂纹的概率。 当左右两侧的焊道开始逐渐冷却时,焊道的体积收缩效应也会使热裂情况逐渐恶化。 这种情况也发生在钢构件刚焊接时没有裂纹,但在逐渐冷却过程中,焊道一侧逐渐出现长裂纹的情况。
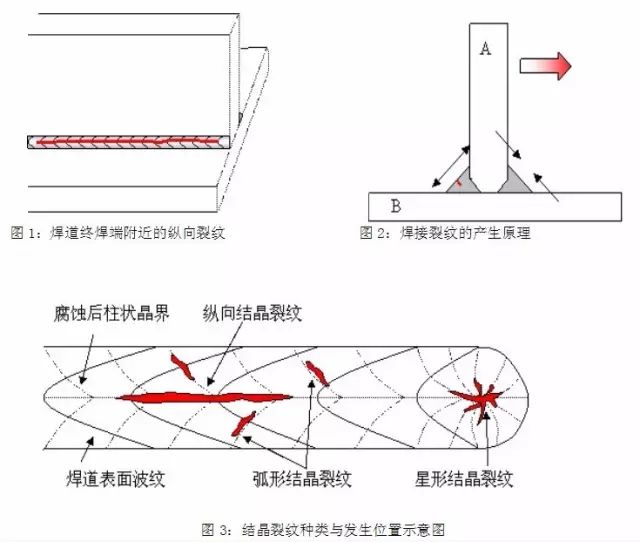
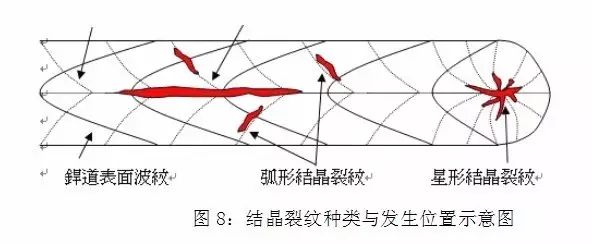
一般以杂质较多的碳钢或低合金钢为母材的焊缝更容易出现晶体裂纹。 晶体裂纹一般只发生在焊道表面,大多数在焊缝中心线纵向分布。 还有一些呈弧形分布在焊缝中心线两侧,这些弧形裂纹垂直于焊道波纹分布,如图3所示。一般来说,纵向裂纹较长且更深,而弓形裂缝则更短、更浅。 另外,弧坑裂纹也是结晶裂纹,发生在焊道末端的电弧弧坑中,呈星形分布。
从晶体裂纹的形状、分布和裂纹方向可以发现,无论是纵向裂纹还是弧形裂纹,它们都有一个共同的特点,即裂纹沿初晶晶界分布钢结构焊接新技术,尤其是初晶晶界。延伸的裂缝。 从柱状晶晶界分布来看,焊道中心的纵向裂纹恰好位于焊道两侧产生的柱状晶的接合面上,而弧形裂纹则位于中心线两侧焊道的大部分位于平行生长的柱状晶界上。
因为焊道结晶时,先结晶的部分会比较纯净,而后结晶的部分则含有较多的杂质和合金成分。 随着柱状晶的不断生长,杂质和合金成分被不断地推出到焊道中心或平行生长的柱状晶的接合处。 这种成分偏析现象将使这些接合处富含更多的杂质或合金元素。 当焊道凝固收缩时,会产生收缩和拉应力。 通常晶界之间的共晶不能承受这种收缩应力,并且在交界处形成晶体裂纹。
避免晶体裂纹的焊接措施
要避免晶体裂纹的发生,首先要考虑如何降低焊道中的杂质含量以及如何采用适当的施工方法来减少变形对焊道的影响。
降低焊道杂质含量
降低焊道中杂质含量的方法包括母材和焊接材料。 工程中因母材不合格而引起结晶裂纹的例子很多,如钢结构厂钢板连接焊缝表面出现结晶裂纹。 多处都出现了晶裂。 实验室分析发现,母材中的碳、硫、磷成分远远超出标准值,导致焊道中杂质含量相对较高,从而导致晶体裂纹的发生。 但通过选择杂质相对较少、成分均匀、质量稳定的焊接材料,可以大大降低出现结晶裂纹的概率。
正确的施工方法
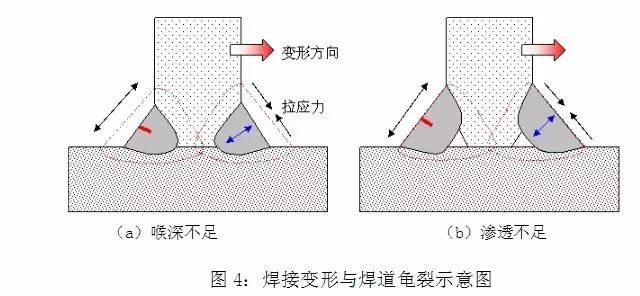
一般焊道深度不足或焊道熔深不足也会增加产生纵向裂纹的概率。 焊道通常对承受钢板两端的拉应力和压应力起着关键作用。 如果焊道的喉部深度不足或熔深不足,则意味着能够承受应力的横截面积(蓝色)减少,如图4所示。就像细铁丝无法悬挂重物一样,它很容易坏。 如图2所示,只要右侧焊接凝固的收缩应力大于左侧焊道的承载力,左侧焊道就会立即出现裂纹。
一般来说,通过肉眼和仪表很容易判断焊道的喉部深度是否符合标准。 但焊道的熔深程度用肉眼观察比较困难,必须通过无损检测技术来测量,或者通过试焊条件和破坏性金相试验,观察焊道的熔深是否符合标准。
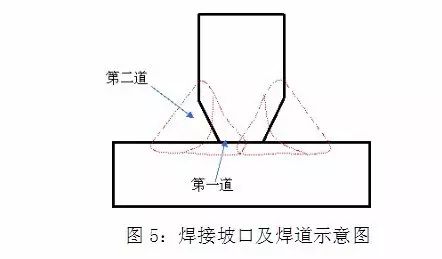
合适的施工方法必须考虑板厚、厚板开槽、焊接条件和焊接方法。 以厚板为例,一般钢板厚度超过17.5mm就必须进行坡口加工,如图5所示。焊接方法应采用两道以上焊道。 第一道焊时,应增大焊接电流或降低移动速度,以达到完全熔透。 第二道焊时应采用适当的焊接条件,满足焊喉深度和角长的要求。 要求。 当埋弧焊的平角焊道有足够的熔深和焊喉深度时,焊道自然就有足够的能力承受焊接变形的影响。
焊缝末端经常出现裂纹? 如何预防和避免呢?
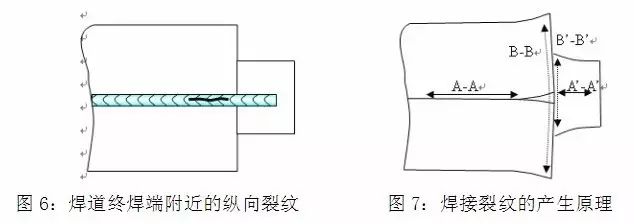
当采用埋弧焊技术焊接长焊道时,靠近终端焊端的焊道金属中常常会出现纵向裂纹,如图6所示。通常这种裂纹是热裂纹中的结晶裂纹。 产生这种焊接裂纹的原因如图7所示。当焊接电弧接近焊道末端时,焊道因电弧热量的作用而沿AA方向膨胀变形,同时开裂、变形。沿BB方向变形,端子处的焊接导板虽然约束力会限制其变形,但焊接导板在电弧热的作用下也会沿B'-B'方向膨胀钢结构焊接新技术,从而松弛变形应力BB方向的限制作用,导致焊道末端出现晶体裂纹。
结晶裂纹通常容易出现在单相沃斯菲尔德钢铁、镍基合金、铝合金以及杂质较多的碳钢和低合金钢中。 结晶裂纹一般仅发生在焊缝内,且大多在焊缝内纵向分布。 焊缝中心线在线,焊缝中心线两侧分布有一些弧形裂纹。 这些弧形裂纹随焊道波纹垂直分布,如图8所示。一般来说,纵向裂纹较长且较深,弧形裂纹垂直分布。 裂缝更短、更浅。 另外,弧坑裂纹也是结晶裂纹,发生在焊道末端的电弧弧坑中,呈星形分布。
电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网