
1、高强螺栓摩擦面的处理
摩擦面加工是指采用高强度螺栓对钢材连接节点处进行表面加工。 高强螺栓摩擦面加工后的抗滑移系数值必须符合设计文件的要求(一般为0.30-0.55)。
摩擦表面防滑系数g的值取决于部件的材料和摩擦表面的处理方法。 (表1)中给出的μ值是设计计算中使用的值。
摩擦表面一般采用喷砂、喷丸、酸洗、打磨等几种方法进行处理。 加工单位可根据自身情况选择加工方式。 上述方法中,经喷丸、喷砂处理的摩擦面,其防滑系数值较高,分散率较小,是最好的处理方法。
(1)喷砂(喷丸)。 喷砂(丸)宜采用干燥石英砂,粒度为1.5-4.0mm,风压0.4-6N/m2,喷嘴直径Φ10mm,喷嘴与钢材表面距离100~150mm。 加工后的钢材表面大多呈灰白色。 好的。 但由于喷砂造成的空气污染严重,在城市地区不允许使用。 目前使用的磨料是钢丸。
(2)酸洗处理。 酸洗处理的硫酸浓度为18%(重量比),添加少量硫脲,温度70-80℃,停留30-40分钟。 用石灰水中和,温度60℃左右,将钢材放入,等待1-2分钟即可提起。 继续放入1-2分钟即可从罐中取出。 清洗时的水温约为60℃。 清洁2-3次。 用p试纸检查中和度。 酸洗已得到广泛应用。 虽然效果很好,但残留的酸性液体不可避免地会残留,并会继续腐蚀摩擦表面。 。 因此,不建议采用该治疗方法,有条件时应优先考虑其他治疗方法。
(3)砂轮。 使用便携式电动砂轮进行打磨。 修磨范围不应小于螺栓孔直径的4倍,修磨方向应与构件受力方向垂直。 用砂轮打磨时室内钢结构用刷漆吗,要注意不要在钢材表面留下明显的凹坑。 砂轮磨削适用于环境和施工条件受到限制时的局部摩擦表面处理。 其防滑系数基本符合要求,但应谨慎使用。

(4)用钢丝刷清洁。 钢丝刷用于去除浮锈或未经处理的清洁滚动表面。 仅适用于氧化铁皮完全附着或轻微浮锈的钢材表面以及防滑系数较低的接合面喷砂后红锈的处理。 好,但必须遵守相关施工规定,严格控制红锈程度,安装前必须清除浮锈。 喷砂后涂装无机富锌漆时,应严格控制工艺。 其工艺复杂,最终产品要求较高室内钢结构用刷漆吗,应谨慎使用。
一般情况下,应按设计提出的处理方法进行施工。 如果设计对处理方法没有具体要求,岩土单位可以采用适当的处理方法进行施工,以达到设计规定的抗滑系数值。 处理后的摩擦面严禁有飞边、毛刺、焊痕、污迹等,不得涂漆。 为防止运输过程中摩擦面损坏,出厂前应批量制作试件,并进行防滑系数和试件的检测。 处理方法应与构件相同,检验最小值应满足设计要求。 附三组试件,用于安装时重新测试防滑系数。

2、钢构件的表面处理
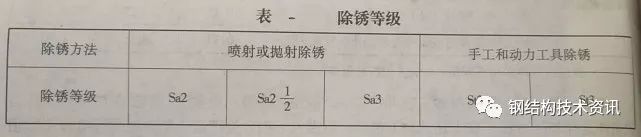
钢结构件涂装前应除锈。 除锈干净可以提高底漆的附着力,直接影响涂层的质量。 构件表面的除锈方法分为喷涂、弹射除锈和手动或电动工具除锈两大类。 构件的除锈方法和除锈等级应与设计文件中使用的涂层一致。 部件除锈水平见(表2)
手动除锈中,S2为一般除锈,S3为完全除锈。 喷雾除锈和喷砂除锈中,Sa2为一般除锈,S22为较彻底除锈,Sa3为彻底除锈。
喷淋、喷砂除锈设备类型较多,适用于各种型材、板材的表面清理。
辊道连续通过式H型钢自动抛丸清理机是根据H型钢的特点,合理布置抛丸机。 广泛应用于建筑、桥梁等工程中大型H型钢的表面清理,以满足涂装工艺的要求。随着科学技术的不断发展,许多产品已采用PLC编程控制,具有自动化水平高,并配备高效除尘器,杜绝粉尘污染。

3、钢结构涂装
钢结构涂装时应注意以下事项:
(1)涂层、涂层道数、涂层厚度均应符合设计文件和涂层工艺的要求。 当设计文件没有要求涂层厚度时,一般建议涂刷四到五次。 涂层干后漆膜总厚度应满足下列要求:室外150m,室内125m。 每层允许偏差为-25m。 干漆膜厚度允许偏差为5m。工厂涂多少层、施工现场涂多少层应在合同中规定。
(2)配制好的涂料不宜存放过久,应在使用当天配制涂料。 稀释剂应按说明使用,不得随意添加。
(3)涂装时的环境温度和相对湿度应符合涂料产品说明书的要求。 当产品说明书有要求时,室内环境温度应在5℃~38℃之间,相对湿度不大于85%。 当构件表面有凝露时不允许涂漆。 雨天、雪天严禁户外作业。 涂漆后4小时内不得淋雨,以免未固化的漆膜被雨水冲走。
(4)施工图中标注不宜涂漆的部位不得涂漆。 安装焊缝应保留30~50m不涂漆。
(5)涂层应均匀,无明显皱纹或流挂,附着力应良好。
(6)喷漆完成后,应在构件上标注构件原来的编号。 大型部件应标明重量、部件重心位置和定位标记。
后记:由于环保要求,钢结构企业的现状十分无奈。 我不知道用什么画笔,也不知道怎么画。 让我知道你是如何解决的。
电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网