
1 适用范围
该技术适用于钢结构安装扭剪型高强螺钉的施工工艺。
2施工方案
a) 材料及主要机械
螺钉、螺母、垫圈应附有质量证明书,并应符合设计要求和国家标准。 高强度螺钉应按尺寸分类存放钢结构高强螺栓规范,并防雨、防潮。 如果螺钉或螺母不匹配或螺纹损坏,请勿使用。 若螺钉、螺母、垫圈磨损,应随机测试拧紧轴向力,符合要求后方可使用。 螺丝等不得沾有污垢或油污,必须保持清洁、干燥。 必须按批号、同一批次内使用,不得混用或混用。
主要工具:电动扭力扳手及控制器、手动扭力扳手、手动扳手、钢丝刷、工具包等。
b) 工作条件
摩擦表面处理:摩擦表面采用喷丸、砂轮磨削等处理,摩擦系数应满足设计要求(通常要求Q235钢为0.35或0.45以上)。 摩擦表面不允许有残留的氧化铁皮。 处理后的摩擦面可产生红锈面,然后安装垫片(一般露天存放10天左右)。 摩擦面经过喷丸处理,可无锈安装。 当摩擦系数为0.35时,摩擦面也可涂无机富锌漆。 用磨盘磨削时,磨削范围不应大于螺杆半径的4倍。 研磨方向应与力方向垂直。 打磨后的摩擦面应无明显凹凸不平。 避免摩擦表面被油或油漆污染。 如果发生污染,应彻底清除。 检查螺丝孔的孔径规格。 孔边缘的任何毛刺都必须去除。 同一批号、同一规格的螺钉、螺母、垫圈应包装好备用。 电动扳手和自动扳手应进行校准。
3、操作流程
a) 工艺流程
b) 螺杆宽度的选择
扭剪型高强度螺钉的宽度是指从螺钉头部内侧到螺钉梅花卡盘槽口的厚度。 螺钉的厚度应为紧固连接板的长度加上一颗螺钉和一颗螺栓的长度,拧紧后泄漏的螺纹不应超过两根。 通常应使用连接板的长度加上下表中减少的厚度。 并取5mm的整数倍。
螺杆宽度选型表
c) 接头装配
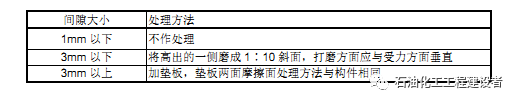
接缝处的厚板或工字钢应光滑,板边和孔洞无毛刺。 如果接头处有偏斜或变形,必须进行校准,避免损坏摩擦面,并保证摩擦面紧密。 装配前应检查摩擦面,看试件的摩擦系数是否符合设计要求。 使用钢丝刷清除浮锈并清除污垢和油漆。 层压板堆叠的接触表面应平坦。 当接触处有间隙时,应按表中规定处理。
电堆接触面处理方法
d) 安装临时螺丝
接头用临时螺钉固定。 螺钉数量占连接螺母总数的1/3以上。 每个接头不应超过两个,冲孔螺钉数量不应少于临时螺钉的30%。 组装时,先用冲钉对准孔位,在适当位置插入临时螺钉,用扳手拧紧。 请勿使用高强度螺钉作为临时螺钉,以防螺纹损坏。
e) 安装高强度螺丝
安装时,高强度螺钉应能自由穿入孔内,不得强行敲击。 扭剪型高强度螺钉的螺母应安装在螺钉的两侧。 螺母孔的倒角侧面应与螺钉接触,不得倒装(大六角头和高强度螺钉的螺母应安装在螺钉头和螺钉的两侧。 ,螺母孔两侧有倒角,应与螺钉头接触,不得装反)。 当螺钉不能自由穿入时,不允许气焊扩孔,而必须用铰刀铰孔。 补孔时,板层必须紧密,防止铁屑进入板缝。 铰孔后,用磨床清理孔周围的毛刺。 ,并消除铁屑。 螺钉应按同一方向插入。 插入高强度螺钉并用扳手拧紧后,拆下临时螺钉并更换为高强度螺钉。 下雨时不得安装高强度螺钉,摩擦面应干燥。
f) 高强度螺钉的紧固
必须分两步完成,第一步是初始拧紧。 初拧应拧紧至螺母标准轴向力(即设计预紧力)的60%~80%,初拧扭矩不应大于终拧扭矩的30%。 第二次收紧是最后一次收紧。 最后拧紧时,应使用扭剪型高强度螺钉拧下梅花夹头。 为了保证螺钉组中的所有螺钉受力均匀,初拧紧和终拧紧应按一定的顺序进行。 正常连接:从螺丝组中间向两侧拧紧。 从关节偏转较大的点向自由、不受约束的端进行操作。 它是以从螺杆组中心向四周扩散的形式进行的。 初次拧紧的扳手应能控制扭矩,并对初次拧紧的螺钉进行标记以供确认。 为避免漏拧,当天安装的高强度螺钉应在当天结束时拧紧。 最后紧固应使用专用电动扳手。 如果某些操作有困难钢结构高强螺栓规范,也可以使用自动扭矩扳手。 最终拧紧扭矩必须按设计要求进行。使用电动扳手时,将螺钉末端的夹钳关闭,将螺钉拧紧。
拧紧完成后,检查外露螺纹紧固件不得超过2个。 破损的夹子应放入工具袋中集中收集,避免高空坠落造成事故。
g) 初始测试
所有扭剪型高强螺钉均应拆下末端梅花夹头拧紧,不允许有遗漏。 当某些零件无法用专用扳手操作时,扭剪型高强螺钉应按大六角头高强螺钉采用扭转法施工。 最终拧紧完成后,宜用重0.3~0.5kg的小锤检查是否有泄漏和拧紧不足的情况。 如果发现紧固不足或漏紧,应重新紧固螺钉; 过紧应更换。 检查时,应将螺钉后退30°~50°,然后拧紧至原位置,并测量最终拧紧扭矩值。 误差不应小于±10%。 通过最终拧紧的应进行标记。 做好高强度螺丝检验记录,整理后加入技术档案。
4个质量标准
保证项目:高强度螺钉的型号、规格、技术条件必须符合设计要求和相关标准,并需有检验质量证明书和出厂检验报告。 使用前重新验证螺钉预紧力是否符合要求。 连接面的摩擦系数(防滑系数)必须符合设计要求。 表面不允许有氧化铁皮、毛刺、飞溅物、焊痕、油漆和灰尘。 需提供摩擦系数试件检测报告和现场试件复验报告。 初紧扭矩扳手应定期校准。 高强度螺钉的初拧和终拧必须符合施工规范和设计要求,以及检验校准记录和施工记录。
基本项目: 外观检查:螺钉穿入方向应一致,螺纹外露宽度不应超过2扣。 扭剪型高强螺钉的尾夹应在最终拧紧后完全旋出。 摩擦面间隙符合施工规范要求。
5 成品保护
结构的防腐部分应在连接板接缝、螺钉头、螺母、垫圈周围用防腐腻子(如四氯乙烯腻子)密封。 表层防腐处理应与该区域钢结构相同。 结构的防锈部分应在连接板、螺钉头、螺母、垫圈等连接处周围用快干白漆密封。 表层防锈处理应与该区域钢结构相同。
应注意的6个质量问题
装配表面不符合要求:表面有浮锈、油污,螺钉孔内有毛刺、焊缝等,均应清除。 连接板组装不严密:连接板变形,间隙较大。 使用前应进行校准。 螺纹损坏:螺钉应能自由穿入模腔,不允许强行进入。 扭矩不准确:应定期校准扳手的扭矩值,误差应不小于5%,并严格遵循拧紧顺序。
7项质量记录
本工艺标准应具有以下质量记录:高强度螺钉、螺母和垫圈组成的连续副的出厂质量证明书和出厂检验报告; 高强度螺钉预紧力复验报告; 摩擦面防滑系数(摩擦系数)测试及审查检验报告; 扭力扳手校准记录; 设计变更及谈判记录; 施工检验记录。

电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网