

2K320131 城市燃气、热力管道施工质量检验及预检验 1、工程质量预检验规定
(一)工程质量验收分为“合格”和“不合格”。 不合格的,待修理、返工合格后,不再进行初次检验。 对修复后不能满足安全使用要求的项目,禁止进行初次检验。
(二)工程质量初检按分项、分项、单位项目确定。
▼分项单元项目

▼分项单元项目
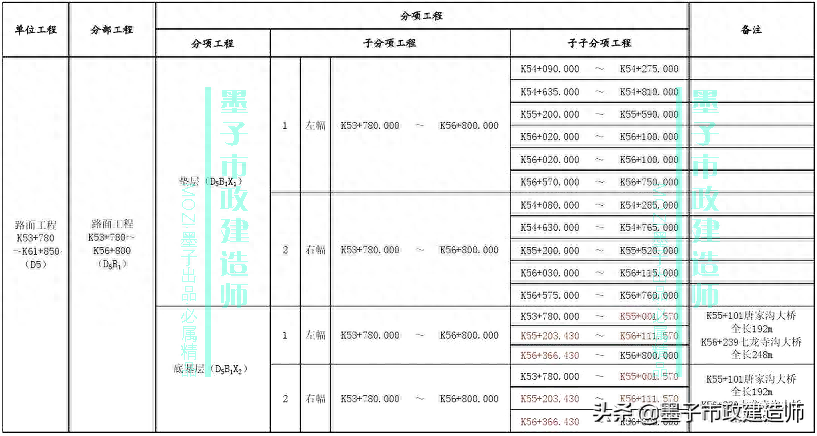
1)子项目包括:
①沟槽、模板、钢筋、混凝土(回填、基础、结构)、砌体结构、防水、止水带、预制构件安装、检验室、回填等土建分项工程。
②管道安装、焊接、无损检测、支架安装、设备及管道附件安装、除锈防腐、水压试验、管道保温等安装分项工程。
③换热站、中继水厂建筑及结构件的初始质量检验按照国家有关标准规定。
2) 分区项目可以根据宽度定义为几个部分。 当项目规模较小时,不需要定义。
3)单元项目是指具有独立建设条件、能够产生独立功能的项目。 它可以是一个处于一个或多个设计阶段的项目。
(三)初步评估应当符合下列要求:
1)子项目满足以下两项要求即为合格项目:
①主控项目合格率达到100%。
②一般项目合格率不应高于80%,对于不符合规范要求的点,其最大误差应在允许误差的1.5倍以内。 凡不符合合格标准的子工程,必须返修或返工,直至合格。
2)如果一个分支项目的所有子项目均合格钢结构防腐涂料厚度检测记录,则该分支项目合格。
3)如果一个单元项目的所有子项目均合格,则该单元项目合格。
2、电工资质及焊接环境检测
(一)电工资格考试
从事燃气热力工程施工的电工,必须按照《特种设备点焊操作工考核规定》TSGZ6002-201O考试合格,并持有国家市场监督管理总局统一印制的《特种设备操作工证》规定。 应在有效期内,电工点焊工作不能超出认证项目允许范围; 点焊工作中断6个月以上的,电工应重新参加考试,方可重新上岗工作。
▼特种设备评审规则
▼特种作业证
▼特种作业证

▼特种作业证

(2)焊接环境检测
(1)点焊的环境湿度应符合焊件点焊所需的温度,且不应影响电工的操作技能。
(2)有下列情况之一且未采取有效防护措施时,禁止点焊:
1)焊丝电弧焊时风速小于8m/s(相当于5级风)。
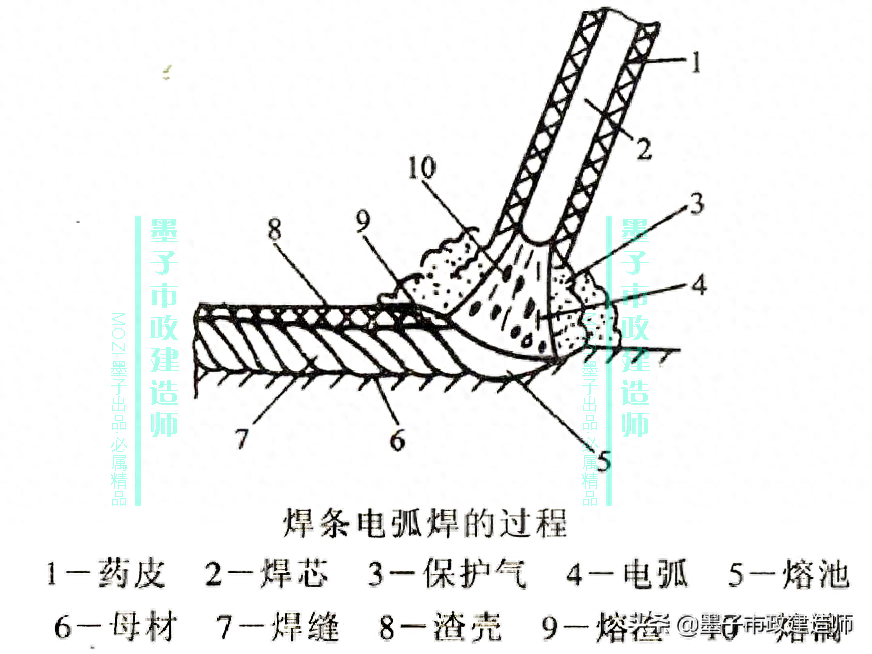
▼焊条电弧焊
▼焊条电弧焊

▼电弧焊工艺
2)二氧化碳保护焊时风速小于2m/s(相当于2级风)。
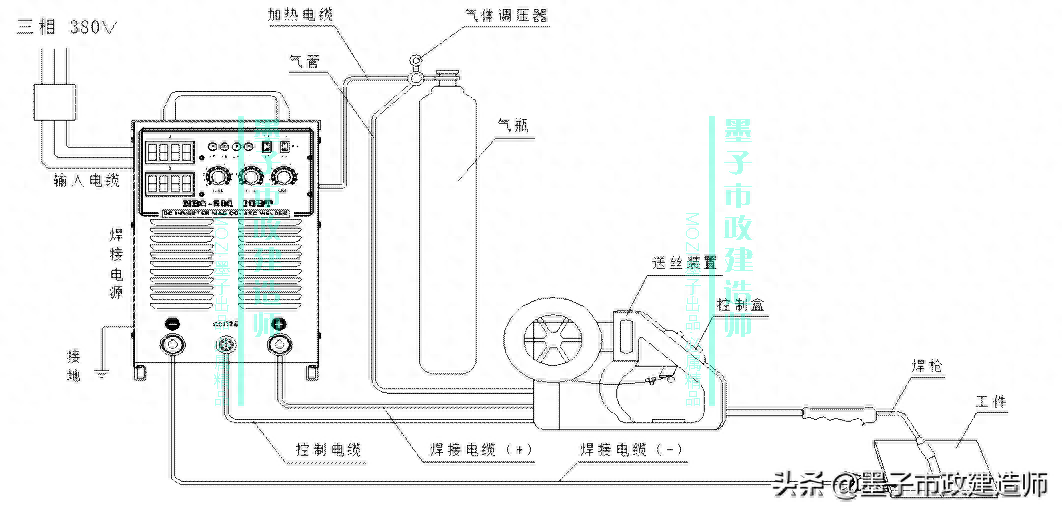
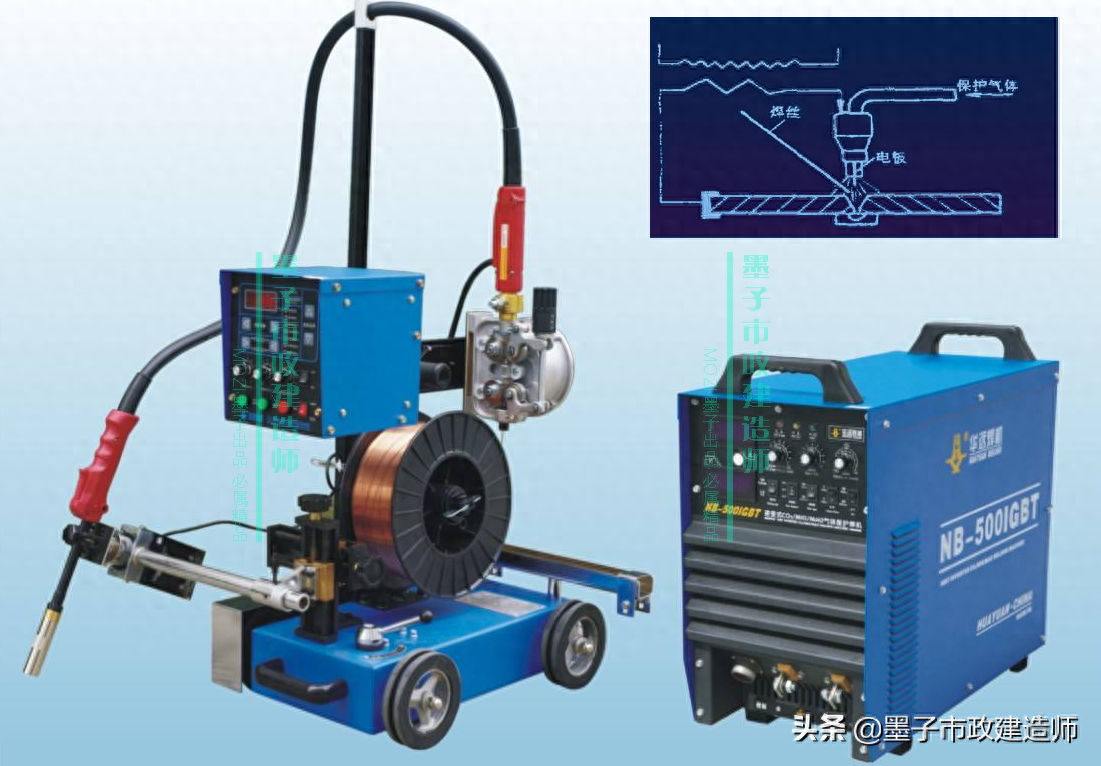
▼气体保护焊
3)点焊电弧1m范围内的相对湿度小于90%。
4)雨雪环境。
★莫师弟公式:胡巴二胎90(据说胡巴二胎有一个是80年代出生的)
3.城市燃气管道施工质量检验及预检
(1)沟槽顶管质量应符合规定
详情请参见第2K315032条第2部分(6)1.(2)-(4)的相关内容。
(2)砌体质量应符合规定
(1)管道主体安装完毕并检查完毕后,应及时铺设沟槽,但必须留有未经检查的安装插座。 填筑前必须清理沟底施工遗留的杂物。 对于特殊断面,必须经监理(施工)单位批准,并采取有效的技术措施,管道点焊、防腐检查合格后,方可完成全部砌筑。
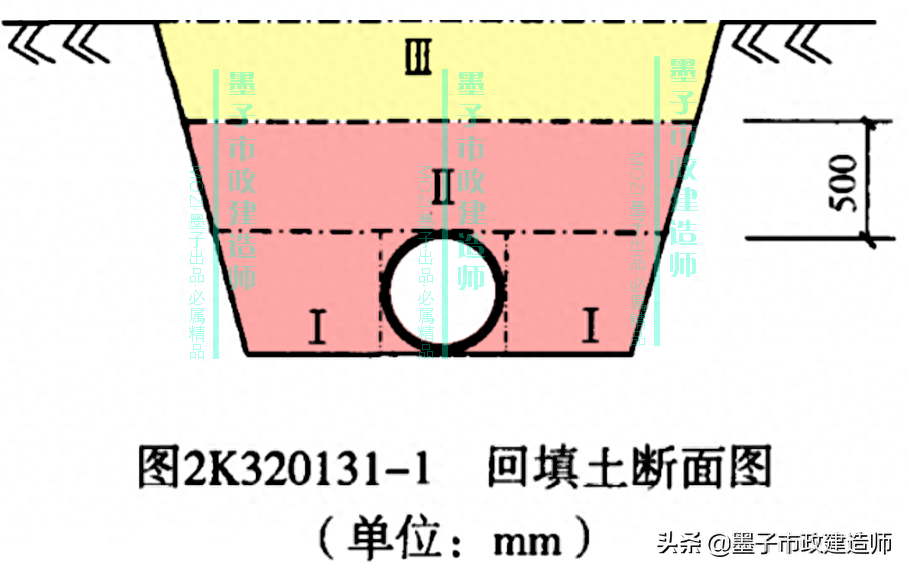
(2)填土压实后,应分层测试密度。 沟槽各部分的密度应满足以下要求(如图2K320131-1所示)。
1) 对于区域(I)和(II),密度不应大于90%。
2)对于(Ⅲ)区区域,密度应符合相应区域的密度要求。
▼特种作业证
3)其他规定参见第2K315032条第2部分(6)2.(1)-(5)的相关内容。
(三)警示带安装应符合的规定
详情请参见第2K315032条第2部分第(6)3项的相关内容。
▼警示带

(4)管道及附件的防腐规定应符合
(1)型材、管材防腐前应逐一进行检验和检验,并应符合下列规定:
▼入学检查

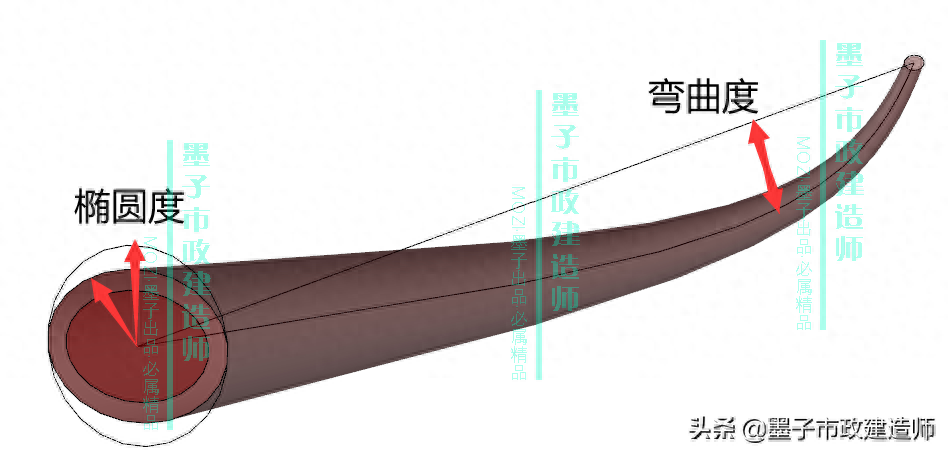
1)铁管的曲率应大于铁管宽度的0.2%,椭圆度应大于或等于铁管内径的0.2%。
▼曲率和椭圆度
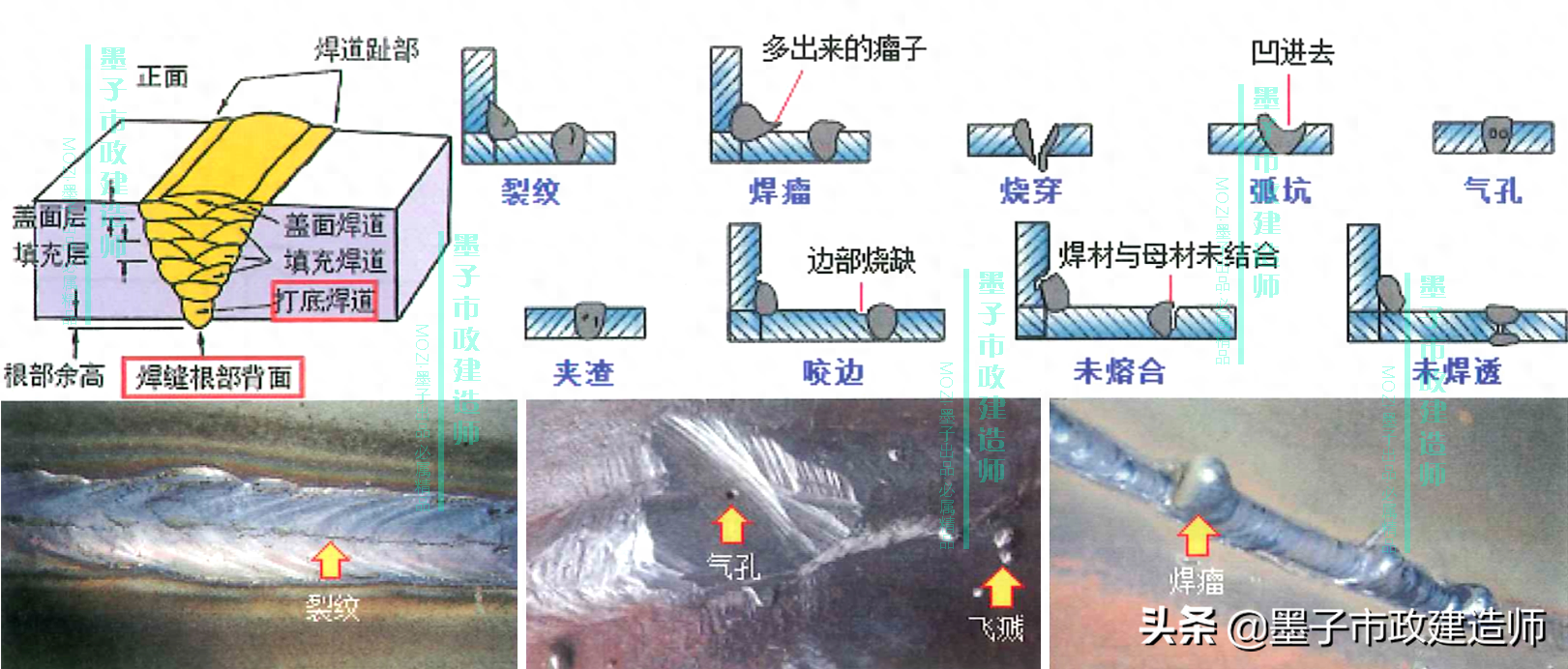
2)熔池表面应无裂纹、夹渣、重皮、气孔等缺陷。
3)型材表面局部凸凹应大于2mm。
4)型材表面应无伤痕、重皮、严重磨损等缺陷。
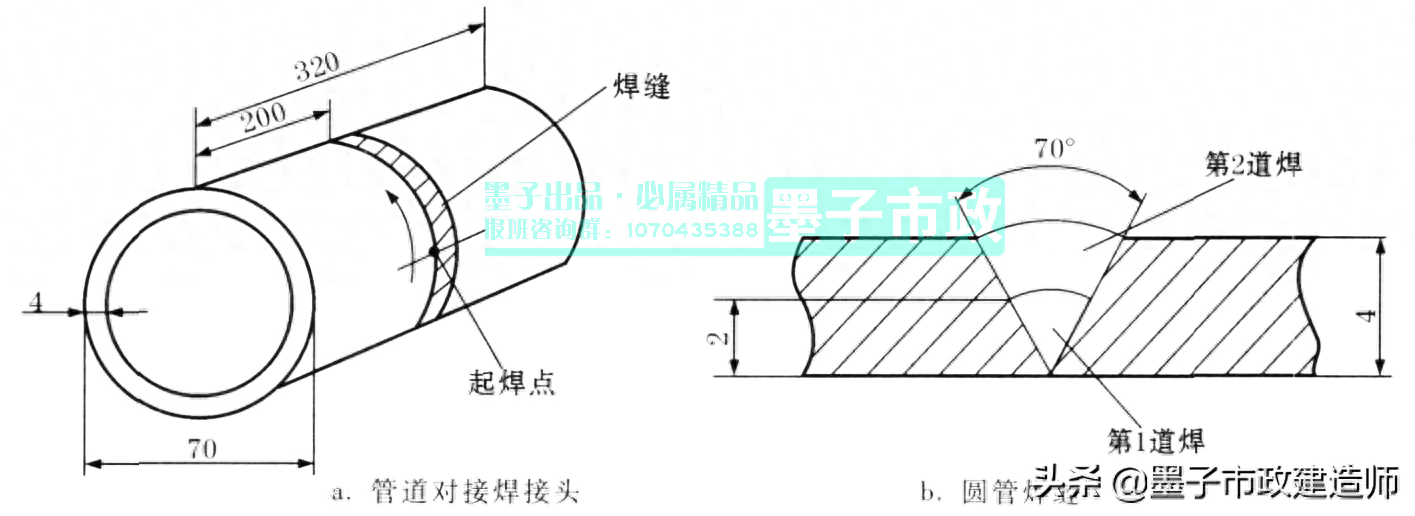
▼焊缝
▼焊接缺陷(VIP学员提供)
(2)防腐原材料在防腐前应进行检测。 有下列情形之一的,不得使用:
1)无工厂质量证明文件或检验合格证明。
2)工厂质量证明书数据不齐全或者数据存疑,未经复验或者复验不合格的。
3)无说明书、生产日期和储存有效期。
(总之,有不清楚的物品不能用,就像你是一个女孩,没有离婚证,没有家庭,没有同居证,这种情况下,你就被认为是妓女,但你没有资格)
(3)铁管防腐前的表面处理应符合《钢材涂装前表面处理规范》SY部0407-2012及铁管除锈所用防腐材料的规定。 除锈后的铁管应及时防腐。 如果铁管在防腐前出现二次磨损,必须再次除锈。
▼钢材涂装前表面处理规范
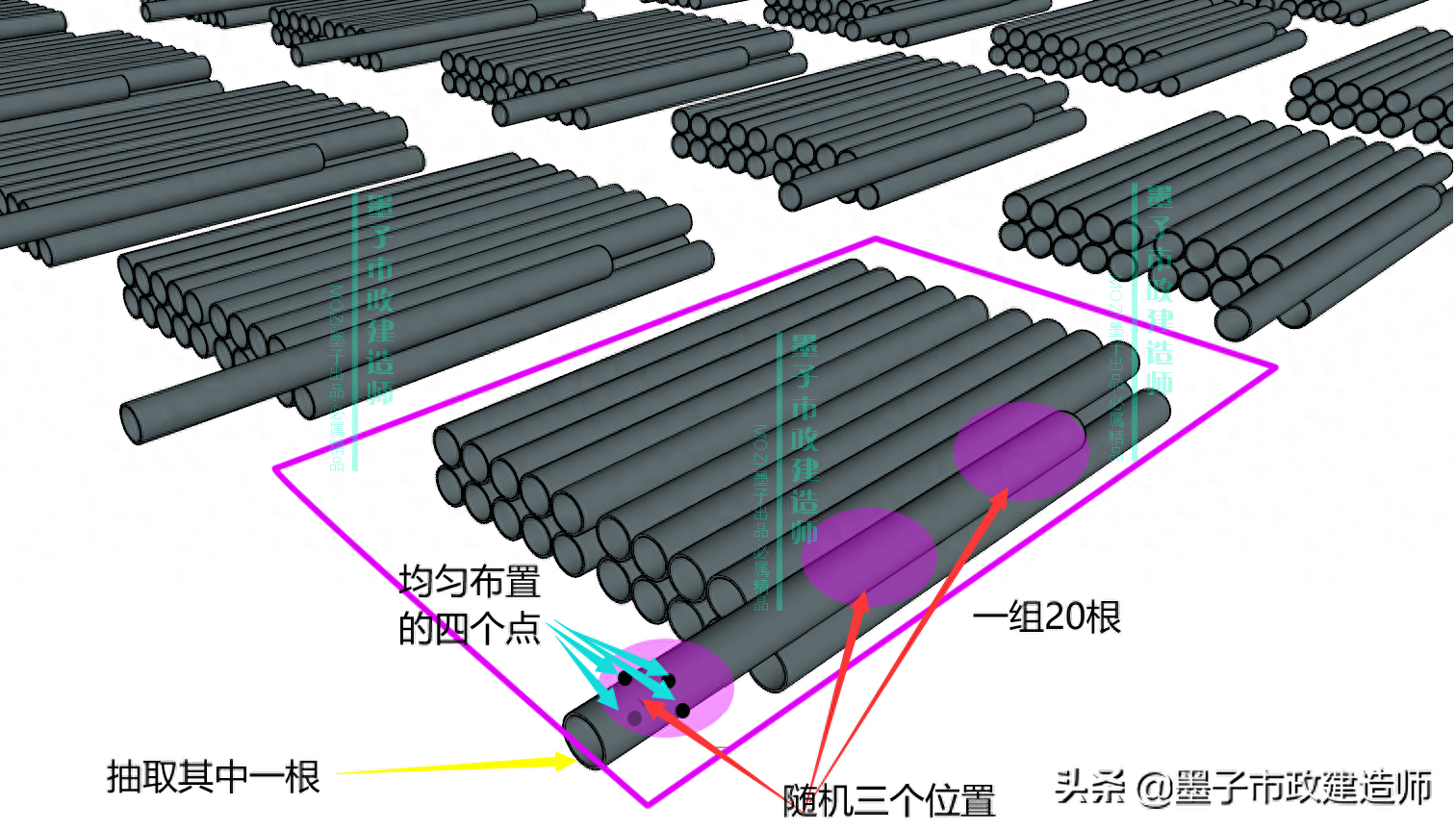
(4)铁管防腐层外观检查要求表面光滑、质地均匀、无气泡、裂纹、砂眼等缺陷。 表面防腐允许有适度的仿皮纹; 每20根防腐管道为一组,每组随机检验1根管道。 ,随机选取3个位置,在每个位置周围均匀分布的4个点检测防腐层宽度,应符合相关标准的要求; 同时按照相关规范进行附着力测试,并使用电火花检漏仪对防腐管道进行逐一检查。 对根源进行泄漏检测,泄漏点视为合格。
▼萃取测试
▼电子火花检漏仪测量

(5)管道下入沟前必须对防腐层进行100%外观检查。 充装前必须进行100%火花泄漏检测。 填充后必须全面检查防腐层的完整性。 若不合格,必须返工,直至合格。
(6)阴极保护标准:
1)阴极保护不应中断。
▼阴极保护

▼阴极保护

2)正常情况下,管道的阴极保护电位应为负-850mV(CSE)以上,阴极保护下的管道最终保护电位不能负于-1200mV(CSE)。 (不用担心,如果你这样做了,你就记不住了)
(五)点焊项目质量检验及初检
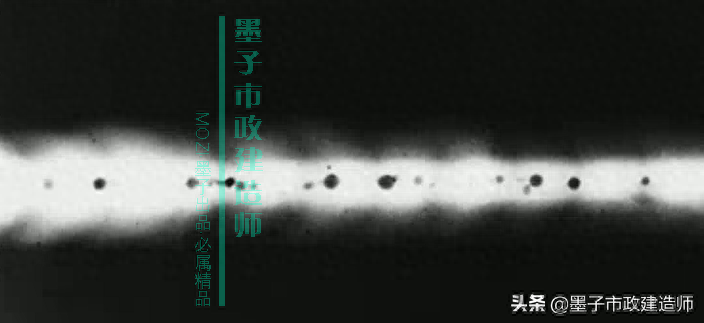
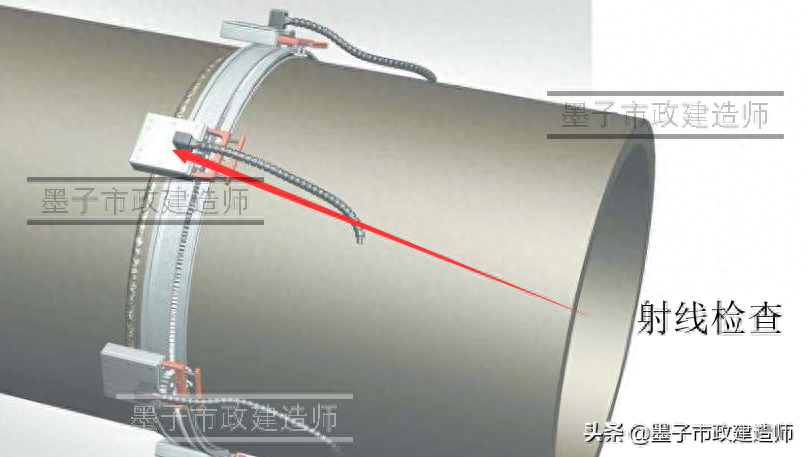
(1)管道熔池内不得打孔。 管道开口与管道熔池边缘的宽度不应大于100mm。 不可避免时,应对以开口中心为圆心、直径为开口半径1.5倍的圆内容纳的所有熔池进行100%射线探伤。
▼无线电检查
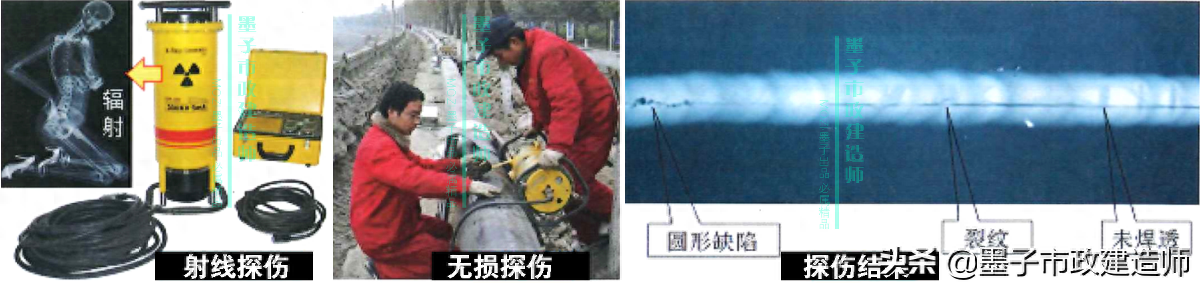
▼射线检查
(2)管道点焊完成后,硬度试验和严密性试验前,必须对所有熔池进行外观和内部质量检查。 外观检验应在内部质量检验之前进行。
★焊接→外观检查→内部质量检查→清洗→强度试验→密封性试验→清洗→试运行。
1)熔池外观质量要求:
设计文件规定熔池系数为1或设计文件要求对熔池进行100%内部质量检验的,其外观质量不得高于《现场设备及设备施工质量初步检验规范》的要求。工业管道钎焊工程》GB50683-2011一级质量要求; 内部质量抽查的设备熔池外观质量不得高于上述标准中的二级质量要求; 内部质量抽查的管道熔池外观质量不得高于上述标准中的二级质量要求。 二级(不超过20%的检验)、三级(不超过10%的检验)、四级(不超过5%的检验)质量要求。
▼焊缝外观质量

熔池外观应成型良好,无电弧冻伤; 焊缝、焊道与母材之间的过渡应光滑; 焊渣、飞溅物应清除干净。
2)熔池内部质量应符合下列要求:
① 设计文件规定熔池系数为1的熔池或设计要求进行100%内部质量检验的熔池,熔池内部质量射线照相检验不得高于《无损检验方法》 《金属管道对接熔焊环射线探伤技术规程》》GB/T12605-2008中E级质量要求;
▼射线检测
超声波探伤应不高于GB/T11345-2013《焊缝无损探伤超声波探伤技术、检验等级及评定》中I级质量要求。 当采用100%射线照相或超声波检查时,还应按设计要求进行超声波或射线照相检查。
▼超声波检测
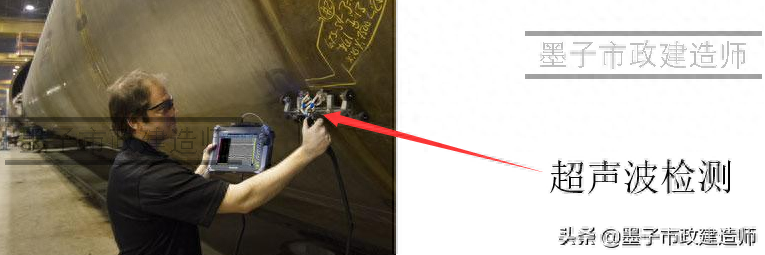
▼超声波检测
②对内部质量进行抽检的熔池,熔池内部质量射线探伤不得高于《熔化焊环向对接无损检验射线探伤方法》中Ⅲ级质量要求。金属管道接头》GB/T12605-2008; 超声波探伤 不高于GB/T11345-2013《焊缝无损探伤超声波探伤技术、检验水平和评定》中二级质量要求。
3)熔池内部质量的抽样检验应符合下列要求:
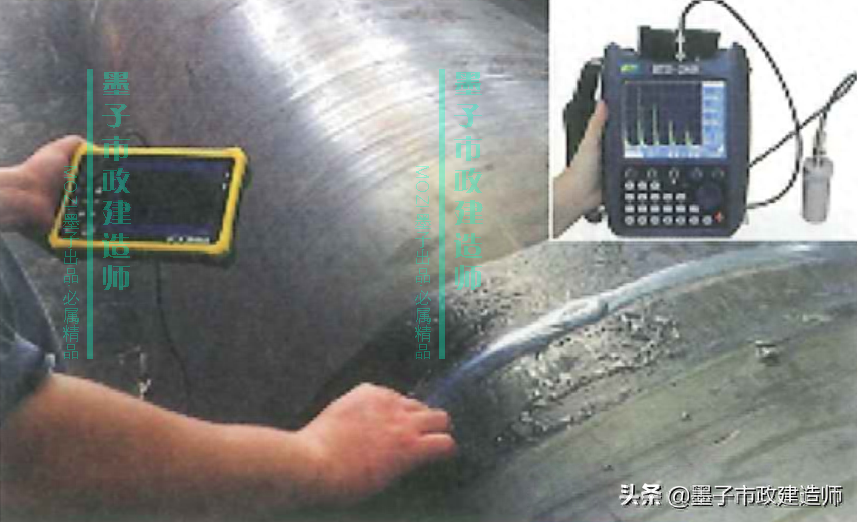
①管道内部质量无损检测次数应按设计规定进行。 设计无规定时,抽查次数不应超过熔池总量的15%,每位电工不应超过1个熔池。 抽查时应注意对固定焊接接头进行抽查。
▼超声波检测

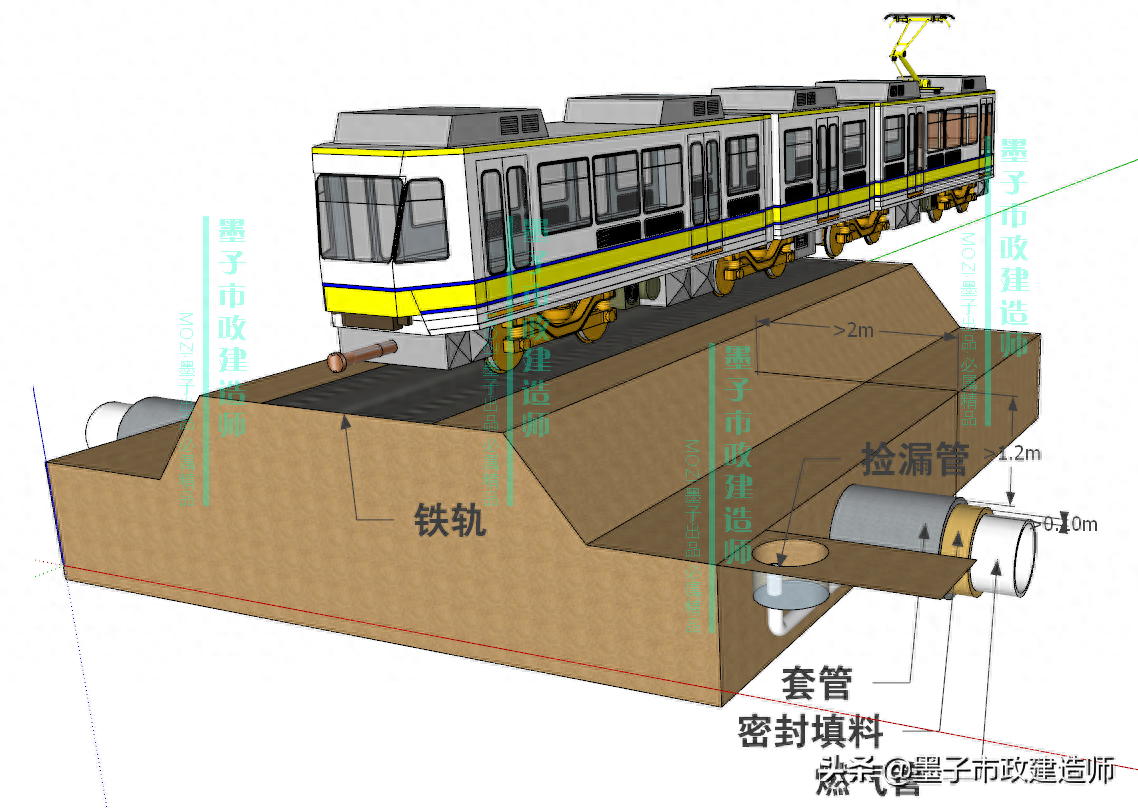
②穿越或跨过高速铁路、公路、河流、桥梁、有轨电车和套管内埋设管道的管道周向熔池必须进行100%射线探伤。
▼穿越高铁
③当所有抽样检验的熔池均合格时,则本次抽样所代表的该批熔池全部合格; 抽样检验中出现不合格熔池时,应按下列规定对不合格熔池进行修复和扩容检查:每次出现不合格熔池时,应随机抽检电工焊接的同批次的两个熔池并按原探伤方法进行检验; 若第二次点检仍出现不合格熔池,则应对电工焊接的熔池进行检查。 同一批的所有熔池均按原探伤方法进行检验。 对不合格的熔池必须进行修复,修复后的熔池应按原探伤方法进行检验; 同一熔池修复次数不宜超过两次。 (是不是和钢筋的检查类似?)
▼焊工

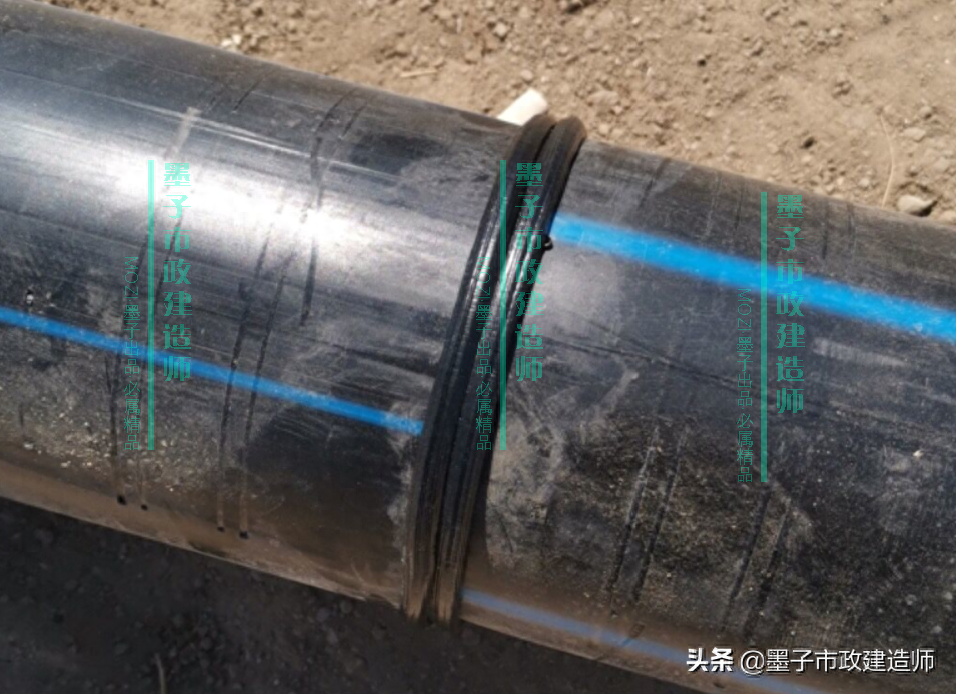
(6)聚乙烯管道连接件的质量检验及预检
1、热熔对接接头质量检验应遵守的规定
连接完成后,应对接头进行100%法兰对称性检查、接头对中检查以及不超过10%的法兰拆卸检查。
▼热熔对接

(1)翼缘对称性检查:接头沿型材整个圆周应有光滑对称的翼缘,翼缘最低点的深度(A)不应高于型材表面(如图所示)如图 2K320131-2 所示)。
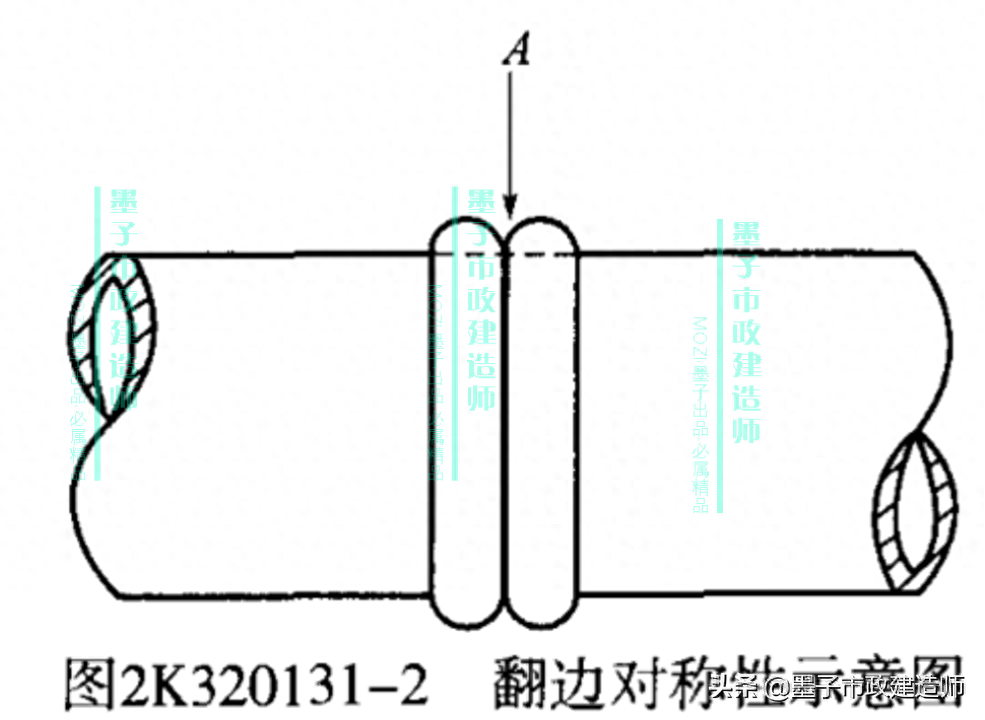
▼热熔翻边
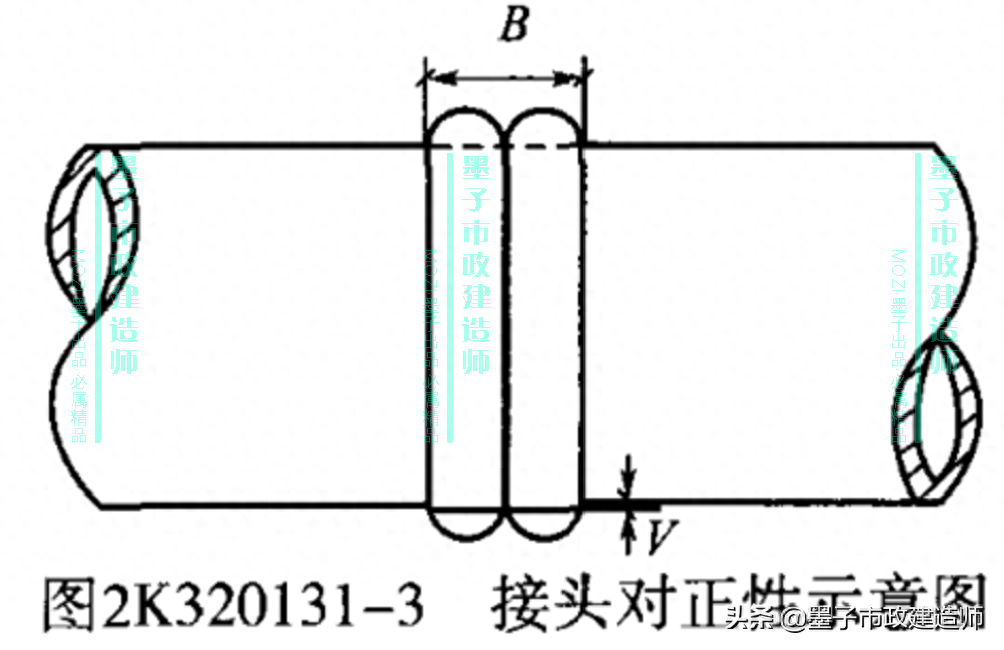
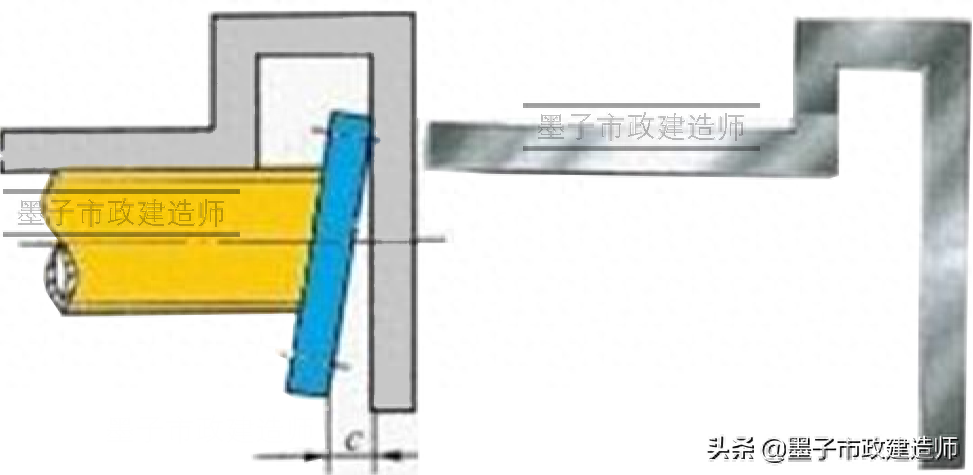
(2)接头找正检查:熔池右侧邻近法兰的外圆任意部位的错位量(V)不应超过型材壁厚的10%(如图2K320131-3) )。
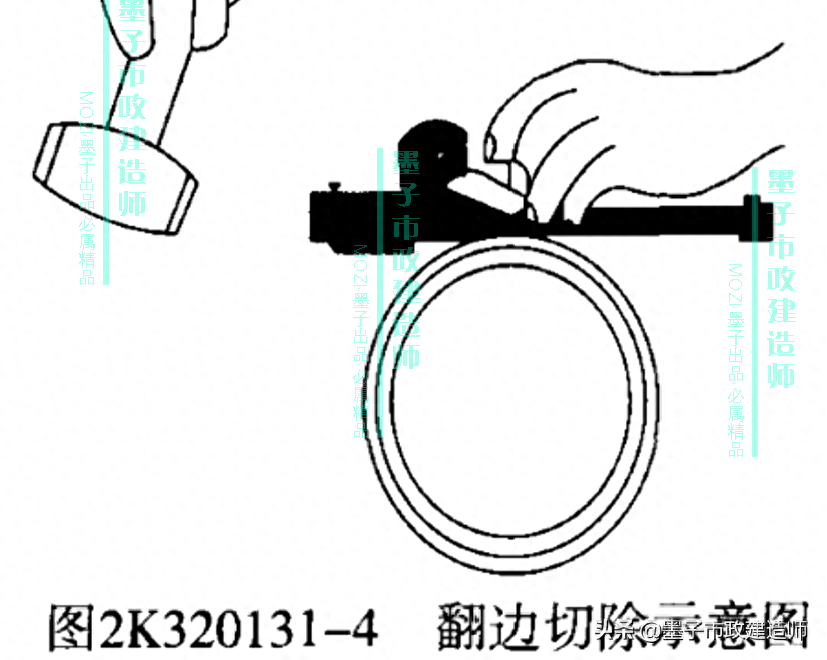
(3)法兰拆卸检查:
应使用专用工具拆除外部点焊法兰,不得损坏型材和接头(如图2K320131-4所示)。
法兰拆卸检查应符合下列要求:
1)法兰应坚固、光滑、内侧较宽(如图2K320131-5所示)。
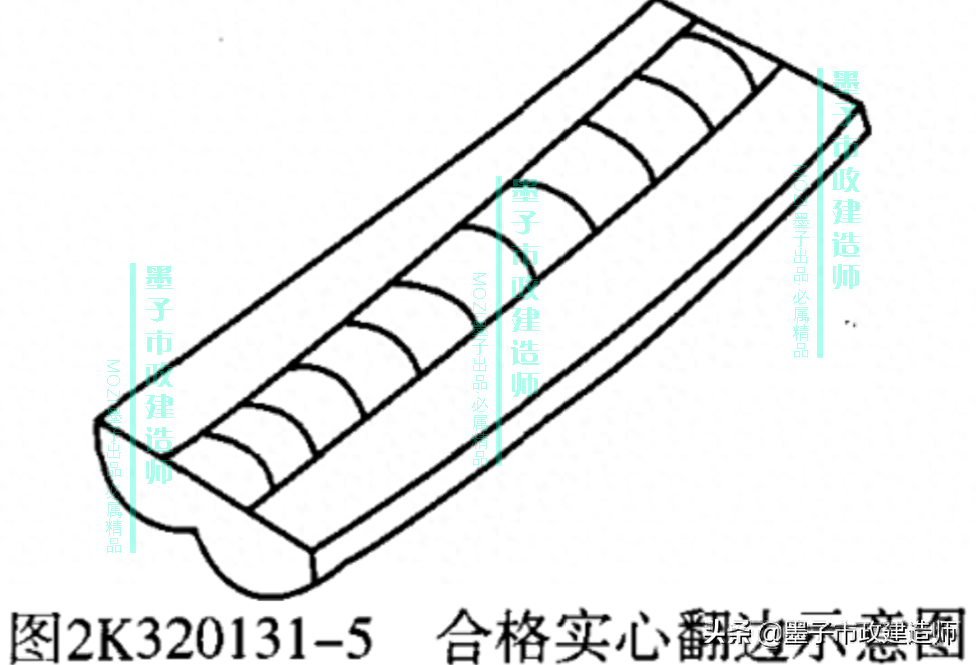
2)法兰两侧不应有杂质、孔洞、扭曲和损伤。
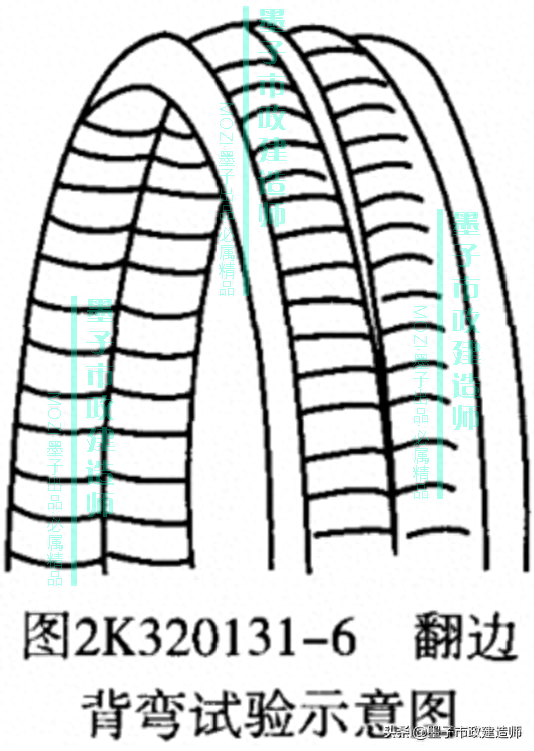
3)每隔50mm进行一次180°回弯试验(如图2K320131-6所示)。 不得有裂纹、裂痕,接缝处不得有渗漏出的隔离线。
▼法兰

(4)当所有抽检的熔池均合格时,应视为本次抽检所代表的该批熔池合格; 不符合上述条款要求的,熔池判定为不合格,视为不合格。 按下列规定进行双倍抽样检验:
1)每次出现不合格熔池时,应对电工焊接的同一批熔池进行双重检验,并按原标准检验。
2)第二次抽检时仍出现不合格熔池时,应对电工焊接的同批次所有熔池进行检查。
▼焊缝检查

项目中使用的切边器如图2K320131-7所示。
▼切边机
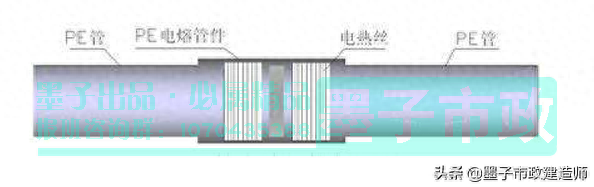
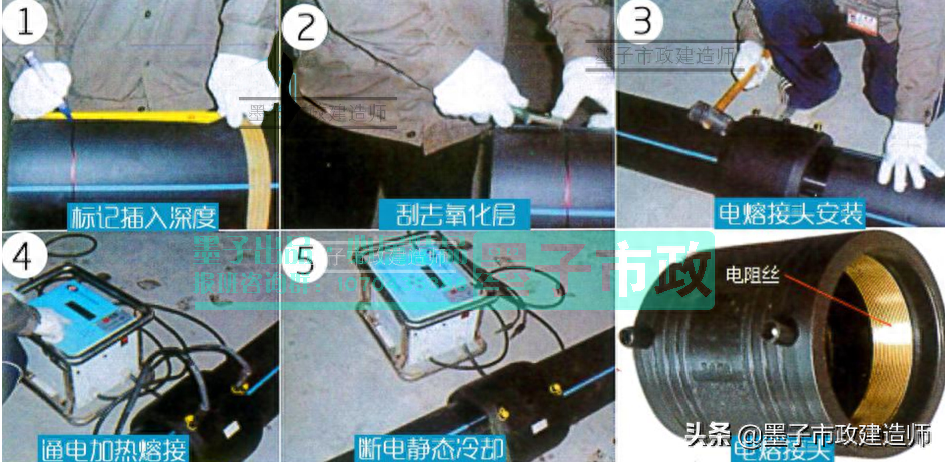
2、电熔接头质量检验应遵守的规定
(1)电熔插座连接:
▼电熔插座连接
▼电熔插座连接

1)电熔管端部型材或接口管周围应有明显的刮痕和明显的插入宽度痕迹。
2)对于聚乙烯管道系统,接头处不应有熔料溢出; 对于钢骨架聚乙烯复合管道系统,采用钢骨架电熔管连接时,接头处允许有少量局部溢流,其溢流量(轴向规格)不得超过表2K320131的要求-1。

3)电熔管内的内电阻丝不应受到挤压(特殊结构设计的电熔管除外)。
4)应听到有少量熔料从电熔管上的观察孔溢出,但溢出物不应是漂浮的。
5)凡不符合上述条款的情况,均视为不合格。
(2)电熔鞍座连接:
▼电熔鞍座

1)电熔鞍管周围型材应有明显的划痕。
2)鞍形支管或鞍形三通的出口应垂直于型材中心线。
3)型材墙不应倒塌。
4)熔料不应从鞍形管的周边溢出。
5)应听到有少量熔料从马鞍形管上的观察孔溢出,但溢出物不应是漂浮的。
6) 凡不符合上述条款的情况均视为不合格。
▼电熔连接工艺
(7)法兰连接应遵守的规定
(1)设计压力小于或等于1.6MPa管道上使用的高硬度螺钉、螺母应按下列规定进行试验:
▼螺钉和螺母
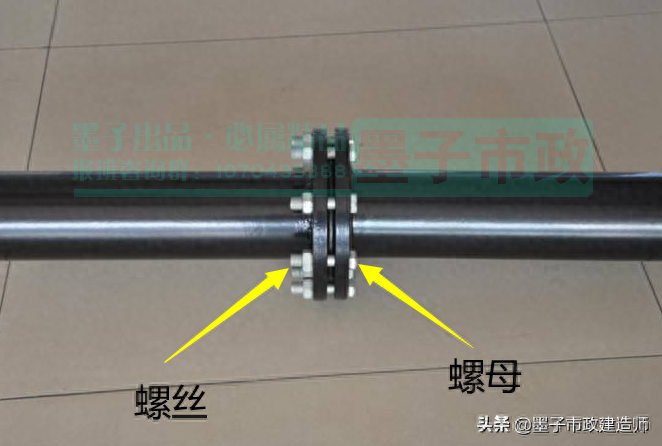
1)每批应取2个螺钉和螺母进行强度测试。 如有不合格,需进行双重检测。 若仍有不合格的,应一一检验。 不合格的不得使用。
▼螺丝

2)对于强度不合格的螺钉,应取该批中强度值最高和最低的各一颗螺钉来校准其力学性能。 如果失败,应对强度最接近的螺钉进行双重校准。 如果仍然失败,则应校准螺钉两次。 不得使用螺钉。 (你要注意这句话,因为它和前面的有点不同)
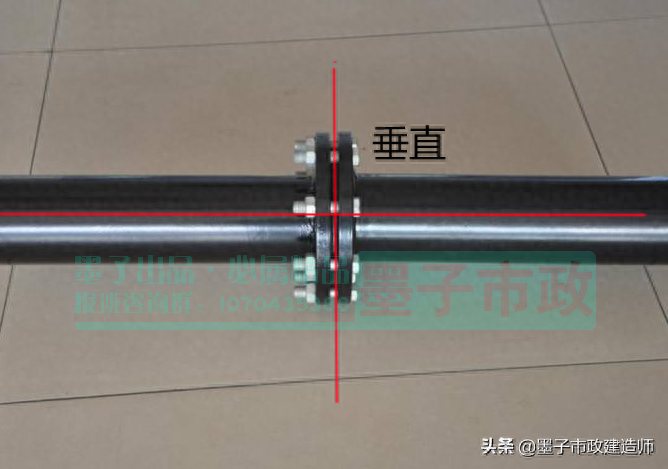
(2)法兰及管道组符合下列要求:
▼法兰

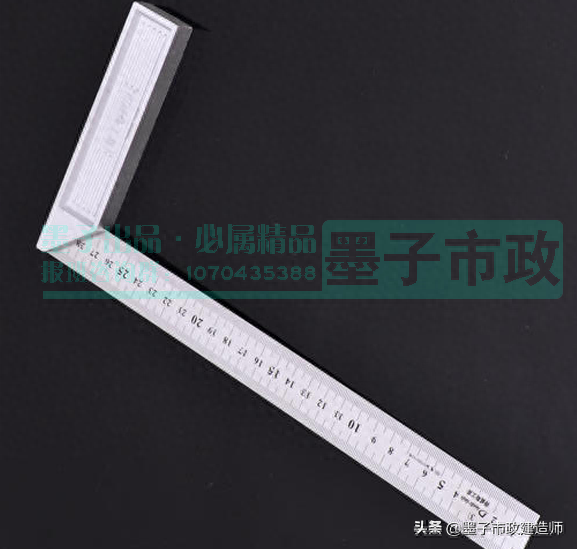
1)法兰锥面应垂直于管道中心线,其误差值可用直角尺和直尺检测。 当管道公称外径大于或等于300mm时,允许误差值为1mm; 当管道公称外径小于300mm时,允许误差值为2mm(只需记住312)。
▼垂直
▼方尺
▼法兰折弯尺检查
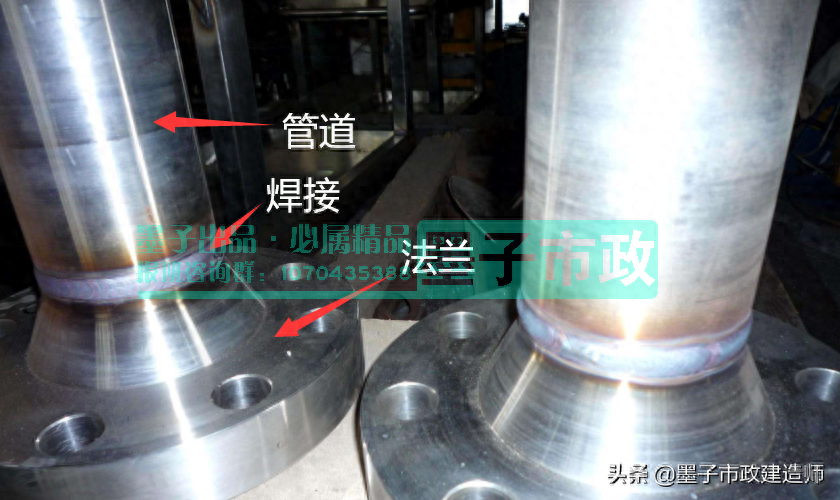
2)管道、法兰的点焊结构应符合现行国家标准的要求。
▼管道、法兰点焊
(3)法兰应在自由状态下安装连接,并应符合下列要求:
1)连接时法兰应保持平行。 误差不应小于法兰直径的1.5‰,且不应小于2mm。 不应使用紧固螺钉来消除倾斜。
2)法兰连接应保持在同一轴线上。 蝶板与孔的中心误差不应超过盲孔直径的5%,并应保证螺钉穿入自如。
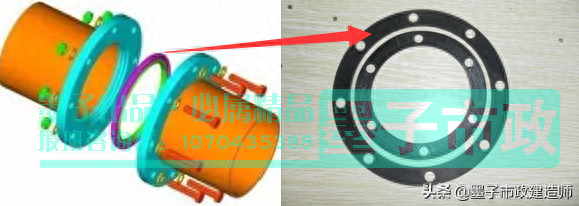
3)法兰垫片应符合标准,不得采用斜垫片或单层垫片。 使用软垫片时,周边应整齐,垫片规格应与法兰密封面相匹配。
▼法兰垫片
4)螺钉的半径应与工件相匹配,并应使用相同尺寸的螺钉。 安装方向应一致。 拧紧螺母应对称、均匀,拧紧程度要适中。 拧紧后钢结构防腐涂料厚度检测记录,螺钉露出的宽度不应小于坡度的1倍,且不应高于螺钉。 。
5)拧紧后,螺钉应紧贴法兰,无模具间隙。 当需要垫圈时,每侧的每个螺钉不应添加超过一个垫圈。
▼螺栓垫圈

(4)法兰埋地时,法兰及紧固件必须防腐至与管道相同的防腐水平。
(8)管道附件、设备安装应遵守的规定
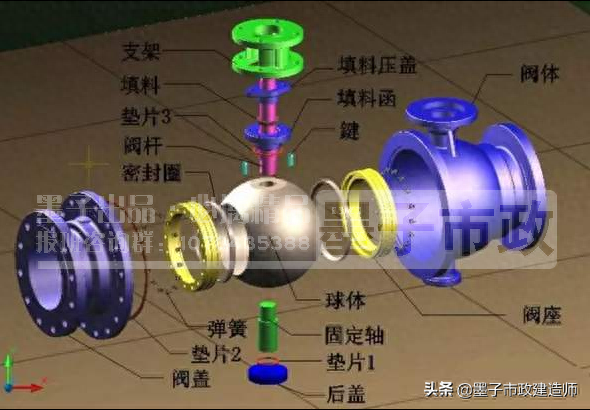
(1)球阀、排水管、补偿器在安装前应按其产品标准单独进行硬度和密封性测试。 经检验合格的设备及附件应作出标记,并填写检验记录。
▼阀门(阀门)
(2)球阀、补偿器、调压器等设施禁止参与管道清洗。
(3)排水盖及蝶阀人孔面与桥面的高差应控制在0~+5mm范围内。
(4)管道附件、设备安装完毕后,应与管道一起进行严密性试验。
(5)球阀的安装应符合规定:具体参见2K315033第1条相关内容。
(6)排水装置安装应遵守的规定:详见2K315033第4条相关内容。
(7)补偿器的安装应符合下列规定:
1)波纹补偿器的安装要求:详见2K315033第2条相关内容。
▼纹波补偿器

2)填料补偿器的安装应符合下列要求:
▼填料补偿器
① 应遵循设计规定的安装厚度和本体温度变化,留有残余收缩。 允许误差应符合产品安装说明书的要求。
电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网