
1、工程设计
城市主干道双向8车道,宽约39米。 交通非常繁忙。 西侧有小学和公寓,东侧有购物广场。 人流密集钢结构油漆施工工艺,行人过马路需求量大。 经研究,拟修建一座人行天桥。

桥面布置:桥面全宽5.9m=0.4m(花槽)+0.3m(下弦)+0.25(栏杆)+4.0m(净宽)+0.25(栏杆)+0.3m(下弦) + 0.4 m(花盆)。
立交桥主梁采用钢桁架结构,跨度40.5m,长40.8m,高4.0~6.5m,总宽度5.9m,净宽4.0m。 桥面两侧各有一根钢桁架梁。
主桥桁架不直接与楼梯连接。 楼梯梁支撑在墩台梁上。 全桥有4个1:2楼梯,净宽3.0米。 北侧首先以1:10的坡道折返连接。 落地时,在坡道中间连接一个1:2的楼梯与休息平台,并在楼梯中间设置一个0.6m宽的坡道。 楼梯均为焊接钢板制成的连续梁,在工厂分段制造,在施工现场安装焊接在一起。 坡道总宽度为3.5m、3.0m,净宽度分别为3.0m、2.5m。 楼梯总宽度3.5m,净宽3.0m。 两侧地面宽度0.25m,梯子/坡道小于2.5m,无花槽; 楼梯踏步无纵、水平坡度,楼梯平台设置0.5%的竖向坡度,楼梯踏步底部设置纵、水平加劲肋。
立交桥下部结构采用柱墩、桩基础。
2、下部结构施工
下部结构施工主要包括围护、绿化、保洁、管道搬迁、桩基、桥墩等施工。

清澈的绿化

管道搬迁
桩基础钢筋绑扎
桩基开挖(为避免损坏管道,地表采用人工开挖)
桥墩及桥台施工
3、钢结构加工生产
同期,桁架、楼梯、坡道、平台、遮阳篷和花盆也在工厂加工。
其中,主桥桁架为超高超宽结构,无法整体运输。 两根桁架在工厂被分成三段,现场组装成整体,然后整体吊装。
桥面连接系统采用分段焊接形成整体,最大限度地减少了现场焊接工作量。
楼梯、平台、上坡道采用整体焊接、整体运输、吊装。
下坡道分两段进行加工、运输和吊装。
吊装施工是主要危险源,方案必须经过专家专门审查。
桁架属于超宽运输,需要当地交通部门的书面同意。





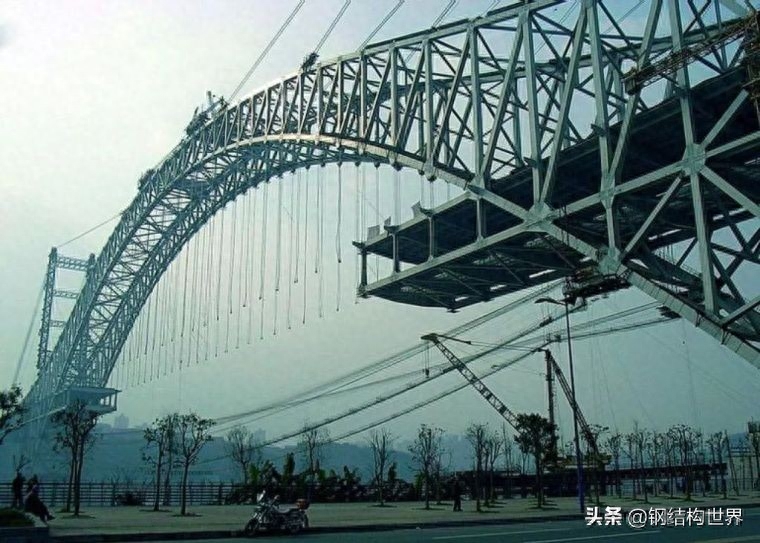
4、主桁架吊装
主桥吊装桥前设置吊装梯,方便主桥吊装。
主桥吊装需要中断道路双向交通。 为尽量减少对社会的影响,时间安排在晚上11:00至凌晨6:00。


5、楼梯、坡道吊装
首先吊装楼梯平台,平台上预留对接接口,然后吊装坡道和楼梯,最后焊接成整体。


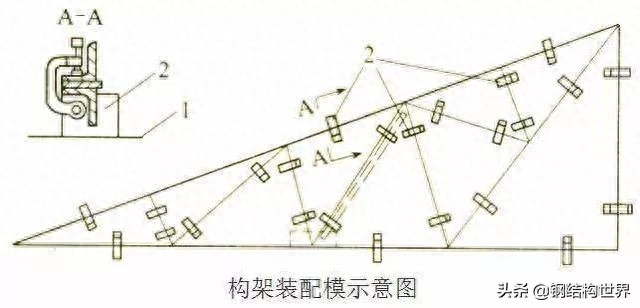
6、桁架组装方法
由于运输和安装设备能力的限制,或者为了保证安装的顺利进行,将多个成品构件按照设计要求的空间在工厂试装成一个整体,以测试各构件之间的连接状态。部分。 这称为预安装。 集合。
预装配一般分为平面预装配和三维预装配两种状态。 组装好的部件应处于自由状态,不得强行固定。 预装检查合格后,应在构件上标出上下定位中心线、标高基准线、相交中心点等必要的标记。 如有必要,应焊接临时支架和定位器。 允许偏差应符合相应规定。
预装配方式:平板装配法、立式装配法、模具装配法。
(1)纸包装方式
平装方式操作方便,不需要稳定加固措施; 无需脚手架; 大部分焊缝为平焊缝,焊接操作简单,不需要高技能的焊工,焊缝质量容易保证; 矫正和拱形简单、精确。
适用于装配小跨度、构件刚度较高的钢结构,如长度小于18m的钢柱、跨度小于6m的天窗框架、跨度小于21m的钢屋架等。
(2) 立式组装法
立式组装方式,可一次组装多件; 区块占地面积小; 无需铺设或设置专门的装配操作平台或枕木墩,节省材料和工时; 省去了翻转工序,质量容易保证,无需增加砌块翻转的专用装置,起重设备运输、就位、堆放,缩短工期; 块体拼装接头的接头或接头可两侧对称焊接,可防止预制构件接头或钢构件因接头焊接而使整个块体变形。 侧弯。
但需要架设一定数量的稳定支撑; 块校正和起拱困难; 钢构件和预制构件连接件的连接节点处焊接竖缝较多,增加了焊接作业难度。
(3)采用模具组装方式
模具是指符合工件几何形状或轮廓的模型(内模或外模)。 使用模具组装和焊接钢结构具有产品质量好、生产效率高等诸多优点。 对于批量的板结构、钢结构,应考虑模犁和装配。
桁架结构的装配模具常采用直线连接两点制作。 其结构简单,使用效果好。
七、施工技术要点
1、钢构件的生产:工厂内生产的钢构件必须按照设计图纸的要求执行
2、钢桁架焊接:二氧化碳气体保护焊,部分仰焊件采用手工电弧焊,不仅提高了焊接效率,而且保证了焊缝根部质量,消除了夹渣、气泡和焊缝不连贯等。 ,并具有较高的外观品质。
3、钢桁架组装:如果钢材变形或弯曲钢结构油漆施工工艺,必须将钢材校正,然后焊接安装。
4、起重设备:与混凝土结构相比,钢结构属于塑料材料,重量相对较轻。 他们对起重机的吨位和吊点要求不高,因此吊装的重点是钢构件与支架焊接稳定后拆除吊钩。

5、防腐处理:一般采用防锈漆、镀锌、镀铝等。 钢结构在涂漆前应完全除锈。 油漆质量和涂层厚度应符合要求。
6、装饰选择:钢结构立交桥的墙面装饰宜采用铝塑板、挂件、玻璃幕墙等。 基础龙骨可直接焊接到桁架梁上,方便、成本低。 地板采用压型板加石材或地砖浆料技术,可彻底解决地板弹性、噪音、防腐处理等问题。
7、使用安全:钢结构耐热但不耐火。 因此,钢结构立交桥的设计必须采取构件防火措施。 在低温工作环境下,钢结构可能会发生脆性断裂,设计时应考虑这一问题。

八、结论
钢结构人行天桥的建设可以缓解一些路口的拥堵,特别是在上班时间和下班时间人车流量最大的时候。 钢结构人行天桥可以在一定程度上为出行者节省一些时间。 ,也能保证车辆的顺利行驶。 钢结构人行天桥的施工大多在夜间进行,不占用交通要道,不会造成交通拥堵。 施工周期短,构件全部在工厂加工。 只需要在施工现场进行即可。 组装焊接,减少现场施工工作量。
钢结构人行天桥造型美观,还可以成为城市的独特标志,增加其观赏价值。 钢结构人行桥具有整体轻便、节省基础、用材少、造价低、工期短、跨度大、安全可靠、结构稳定、韧性和可塑性好等诸多优点。钢结构人行天桥,相信在不久的将来钢结构人行天桥将取代传统的建筑模式。
电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网