
本文总结了钢结构拼接的相关规范要求
1、《钢结构工程施工质量验收规范》GB50205-2001
8.2.1 焊接H型钢翼缘板接头与腹板接头的距离不应小于200mm。 翼缘板的拼接长度不应小于板宽度的2倍,腹板的拼接宽度不应小于300mm,长度不应小于600mm。
2、《钢结构工程施工规范》GB50755-2012
9.2.1 焊接H型钢翼缘板接头与腹板接头的距离不应小于200mm。 翼缘板拼接长度不应小于600mm; 腹板拼接宽度不宜小于300mm,长度不宜小于600mm。
9.2.2 箱形构件侧板的拼接长度不应小于600mm,两侧相邻板之间的间距不应小于200mm。 侧板不应在宽度方向拼接。 当宽度超过2400mm,需要拼接时,最小拼接宽度应不小于板宽的1/4。
9.2.3 当无特殊设计要求时,次要构件所用热轧型钢可采用直缝全熔透焊进行拼接,拼接长度不应小于600mm。
9.2.4 钢管伸出时,每段应为一个接头,其最短伸出长度应符合下列规定:
1、当钢管直径d≤500mm时,不应小于500mm;
2、当钢管直径为500mm<d≤1000mm时,不应小于直径d;
3、钢管直径>1000mm时,不应小于1000mm; 4 钢管轧制成型时,可有多个接头,但最短接头长度应符合第1款至第3款的要求。
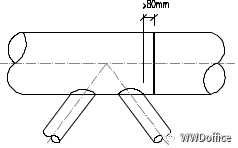
9.2.5 钢管加长时,相邻管段或节段的纵向焊缝宜错开。 错开的最小距离(沿弧长方向)不应小于钢管壁厚的5倍,且不应小于200mm。
9.2.6 构件的拼接焊缝应符合设计文件的要求。 当设计没有要求时,应采用全熔透等强力对接焊缝。
3、《钢结构焊接规范》GB50661-2011
5.1.5 焊缝质量等级应根据钢结构的重要性、荷载特性、焊缝形式、工作环境、应力状态等,按下列原则选择:
1、承受动载荷并需要进行疲劳验证的部件中,凡是需要与母材牢固连接的焊缝均应采用满焊,其质量等级应符合下列规定:
1) 横向对接焊缝或 T 形对接角焊缝的受力垂直于焊缝长度的情况,在拉力作用下应为 1 级,在压力作用下应不低于 2 级。
2) 力平行于焊缝长度的纵向对接焊缝不应低于 2 级。
3)铁路、公路桥梁梁缝板与弦杆间的角焊缝宜为一级,桥面与弦杆的角焊缝、桥面与U型肋的角焊缝不应低于一级二。
4)起重能力Q≥50t的重载系统(A6~A8)和中载系统(A4、A5)吊车梁腹板与上翼缘板之间以及上弦杆与角板之间的T起重机桁架板异形接头的焊缝应采用满焊,焊缝形式应采用对接焊缝和角焊缝组合,其质量等级不应低于二级。
2.不需要疲劳校核的部件中,要求强度与母材相同的对接焊缝应完全熔透,其质量等级在受拉时不应低于2级,且不应低于2级。受到压力时为 2 级。
3 部分熔透对接焊缝、角接焊缝或部分熔透对接角焊缝组合焊缝、搭接角焊缝的质量等级应符合下列规定:
1) 直接承受动载荷并需要进行疲劳验证的结构和起重机起重能力等于或大于50t的中间工作系统的起重机梁以及梁、柱、牛腿等重要节点,不应低于二级。
2)其他结构可以是三层。
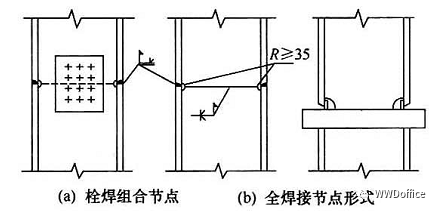
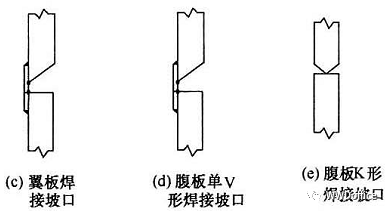
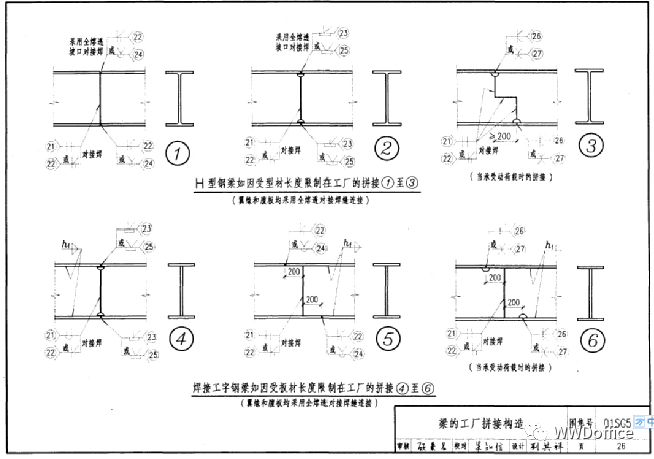
5.6.2 施工现场设置的焊接接头形式应符合下列要求:
1 H形框架柱的拼装节点宜采用高强螺栓及焊接组合节点或全焊接节点[图5.6.2-1(a)]、[图5.6.2-1(b)]。 采用高强螺栓和焊接组合接头时,腹板宜采用高强螺栓连接,翼缘板宜采用单面V型坡口和加垫全焊透焊缝连接[图5.6.2-1] (c)]采用全焊接接头时,翼缘板宜采用单V形坡口加垫全焊透焊缝,腹板宜采用K形坡口双面部分熔透焊缝,且反面不应进行根部清除; 设计要求腹板满焊时,若腹板厚度不大于20mm,宜采用单面V型坡口加垫焊【图5.6.2-1(d)】 。 如果腹板厚度大于20mm,应采用K形槽。 口部应进行根部清理并从相对侧进行焊接[图5.6.2-1(e)];
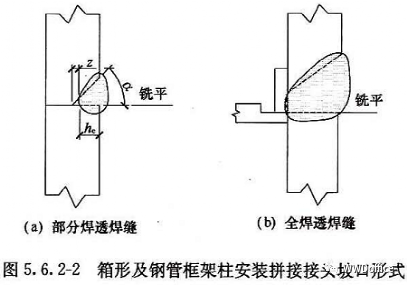
2 钢管与箱形框架柱的安装拼接宜采用全焊接接头,并按设计要求采用全焊透焊缝或部分焊透焊缝。 全熔透焊缝坡口形式宜为带焊料的单V形坡口,见图5.6.2-2;
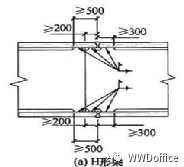
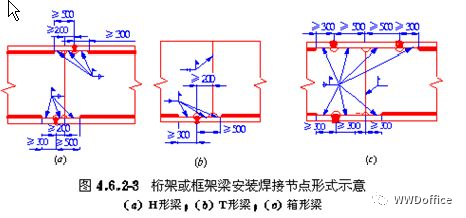
3、桁架或框架梁中,焊接组合H型、T型或箱形梁安装拼接采用全焊接连接时,翼缘板与腹板拼接的截面形式如图5.6所示.2-3. 纵向焊缝在施工现场安装。 其质量要求应与工厂制造的两侧焊缝的质量要求相同。
《建筑钢结构焊接技术规程》JGJ81-2002规定:4.6.2.3:
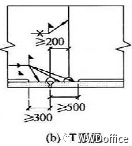
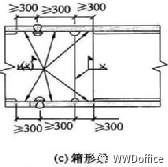
在桁架或框架梁中,焊接组合H型、T型或箱型梁的安装拼接采用全焊接连接时,翼缘板与腹板的拼接截面应错位。 H型、T型截面焊接钢材的错开距离不宜小于200mm。 翼缘板与腹板的纵向连接焊缝应留一段焊缝进行最终焊接,其与翼缘板对接焊缝的距离不应小于300mm。 若腹板厚度大于20mm,宜采用V形坡口,背板应一侧焊接; 箱形截面构件翼缘板与腹板的距离应大于500mm,上下翼缘板的焊接应在有V形截面和垫板的一侧焊接。 其他要求与H型钢相同。
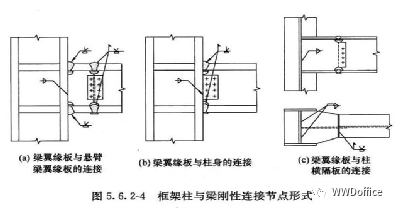
4、框架柱、梁刚性连接时,宜采用下列连接节点形式:
1)当柱上有悬臂梁时,梁腹板与悬臂梁腹板宜采用高强螺栓连接; 梁翼缘板与悬臂梁翼缘板的连接宜采用V型坡口加垫板和单面全焊透焊缝连接[图5.6.2-4(a)],双面也可采用全熔透焊;
2)当柱上无悬臂梁时,梁腹板与柱上已焊接的剪力板宜采用高强螺栓连接。 梁翼缘板与柱体连接宜采用单面V形槽加垫料。 全焊透焊缝[图5.6.2-4(b)];
3)梁与H形柱弱轴方向刚性连接时,梁腹板与柱纵向加劲肋板宜采用高强螺栓连接; 梁的翼缘板与柱的隔板连接处宜采用V形槽连接。 垫片一侧的全熔透焊缝[图5.6.2-4(c)]。
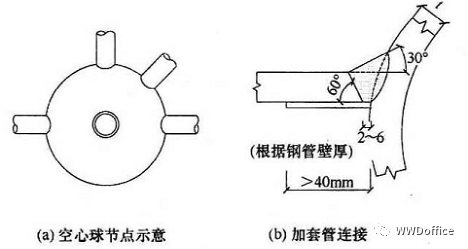
5、施工现场安装在管道、空心球上的焊接接头应采用下列形式:
1)单面焊坡口时,钢管内壁加套管作为内衬时,坡口角度、根部间隙和焊缝加强筋应符合下图b的要求:
2)当钢管内壁不需要套管时,管端应加工成300-600折直线坡口。 预装配后,管端应按间隙尺寸要求重新加工,如图c所示:
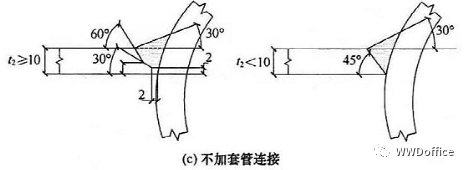
5.6.1
4 要求与焊缝和母材具有相同强度并承受动载荷的对接接头,垂直和水平方向的对接接头宜采用T形交叉。 交叉点之间的距离不应小于200mm,拼接材料的长度和宽度不应小于300mm。 如有特殊要求,施工图应注明焊缝位置。
4、《铁路钢桥梁制造规范》TB10212-2009
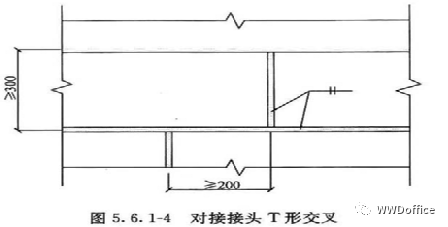
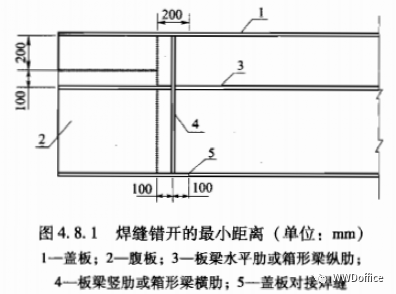
4.8.1
1 桥盖及腹板接缝的长度不应小于1000mm,宽度不应小于200mm,横缝焊缝轴线至孔中心的距离不应小于100mm。
2 板梁腹板和箱梁盖板与腹板连接焊缝可采用十字形或T形。 T形交叉点之间的间距不应小于200mm。 腹板的纵向连接焊缝宜布置在受压区。 3、装配时相邻焊缝应错开。 最小错开距离应如下图所示:
同《公路桥涵施工技术规范》JTJ041-2000中17.2.5装配2
5.《空间网格结构技术规程》JGJ7-2010
6.2.2 空间网架结构制作、安装过程中的所有冷风应符合设计要求。 设计无要求时,应符合下列规定:
1、钢管对接焊缝为一级焊缝;
2 球管的对接焊缝、钢管与密封板(或锥头)的对接焊缝应为二次焊缝。
3 支管与主管、支管与支管之间的相贯焊缝,应符合现行行业标准《建筑钢结构焊接技术规程》JGJ81的规定;
6.2.3 网架结构的杆件伸出次数不得超过一次。 延长杆总数不得超过杆数的10%,且不得集中布置。 杆材对接焊缝与节点或端部的最短距离不应小于500mm。
6.其他
参照其他钢结构公司的钢结构制造技术规程和工艺文件。
1、箱形构件翼缘板拼接缝与腹板拼接缝的距离不应小于500mm,翼缘板拼接长度不应小于其自身宽度的2倍; 腹板拼接缝的拼接长度也应小于其自身宽度的倍,并应大于600mm。 一般不宜将翼缘板和腹板沿宽度方向拼接。 尽量选择全宽的板材。 若宽度超过2400mm需拼接,最小宽度不应小于板材宽度的1/4,且至少应大于600。
2、管桁架结构接头焊缝间距要求:
3、梁上附件不得在接缝位置焊接,错缝要求不小于100mm; 如果不能满足这一要求,则必须在焊接附件之前对主要部件的接缝进行NDE检查。
4、梁的长度不大于15m,节点只允许在梁端部的1/3处,且每一端只允许有一个节点; 梁的长度在15m~35m之间,翼缘板和腹板允许各有3个接头,但梁中部及其左右各1m以内绝对不允许有接头。
7、关于起弧板和引出板
1、《钢结构焊接规范》GB50661-2011
7.9.1 起弧板、引板、钢衬板的钢材应符合本规范第4章的规定。 它们的强度不应大于被焊钢材的强度,并应具有与被焊钢材相似的焊接性能。
7.9.2 焊缝末端应安装焊接起弧板和引出板,使焊缝在所提供的延伸段上开始和终止。 焊条电弧焊、气体保护焊的起弧板和引出板长度应大于25mm钢结构网格,埋弧焊的起弧板和引出板长度应大于80mm。
7.9.3 起弧板和引出板应采用火焰切割、碳弧气刨或机械方法去除。 拆除过程中,不应损坏母材,并且应打磨切割边缘,使其与焊缝末端齐平。 严禁用锤击去除弧板、铅板。
7.9.4 垫片材质可为金属、焊剂、纤维、陶瓷等。
7.9.5 采用钢衬板时,应符合下列要求:
1、钢垫片应与接头母材贴合良好,间隙不应大于1.5mm;
2 钢衬在整个焊缝长度上保持连续;
3 钢衬应有足够的厚度,以防止烧穿。 焊条电弧焊、气体保护电弧焊、自保护药芯焊丝电弧焊所用垫板厚度不应小于4mm; 埋弧焊用垫板厚度不应小于6mm; 对于电渣焊法的垫板厚度不应小于25mm;
4 应保证钢垫片与焊缝金属结合良好。
2、《建筑钢结构焊接技术规程》JGJ81-2002
6.1.7 起弧板、引板、垫板应符合下列要求:
1、严禁在承受动载荷并需要进行疲劳验证的部件焊缝以外的母材上点火、引弧或安装焊接夹具;
2、焊缝以外的母材上不应产生火花或电弧;
3、T形接头、十字形接头、角接头、对接接头的主焊缝两端必须装有起弧板和引出板。 其材质应与被焊母材相同,坡口形式应与焊缝相同。 同样钢结构网格,禁止使用其他材料作为起弧板和引出板;
4、手工电弧焊和气体保护电弧焊的引出长度应大于25mm。 起弧板和引出板的宽度应大于50mm,长度应为板厚的1.5倍且不小于30mm,厚度不小于6mm;
非手工电弧焊焊缝引出长度应大于80mm。 起弧板和引弧板的宽度应大于80mm,长度应为板厚的2倍且不小于100mm,厚度不小于10mm;
5、焊接完成后,用火焰切割去除弧板和铅板,并打磨光滑。 严禁使用锤子敲击起弧板、引出板。
8、关于定位焊接:
1、《钢结构焊接规范》GB50661-2011
7.4.1 定位焊接必须由持有相应资格证书的焊工进行,所用焊接材料应与正式焊缝相同。
7.4.2 点焊附近母材的表面质量应符合本规范第7.1 节的规定。
7.4.3 定位焊缝厚度不应小于3mm,长度不应小于40mm,间距宜为300mm~600mm。
7.4.4 采用钢衬的焊接接头,宜在接头坡口内进行点焊; 点焊时的预热温度应比正式焊接的预热温度高20℃至50℃; 定位焊和正式焊应具有相同的焊接工艺和焊接质量要求; 定位焊缝如有裂纹、气孔、夹渣等缺陷,应彻底清除。
2、《建筑钢结构焊接技术规程》JGJ81-2002
6.1.8 位置焊接必须由持有相应证书的焊工进行,所用焊接材料应与正规焊接相当。 点焊应具有与最终焊缝相同的质量要求。 钢衬板的点焊应焊接在接头坡口内。 定位焊缝厚度不应超过设计焊缝厚度的2/3。 定位焊缝长度应大于40mm,间距为500~600mm,并应填弧。 坑.定位焊预热温度要高
正式焊接的预热温度。 当点焊处出现气孔或裂纹时,必须将其清除并重新焊接。
9、钢结构设计规范及钢结构设计计算及安装技术实用手册
1、要求与母材具有相同强度并承受动载荷的对接焊缝,垂直和水平方向的对接焊缝均应采用T形交叉。 交叉点之间的距离不应小于200,拼接材料的长度和宽度不应小于300。如有特殊要求,施工图应注明焊缝位置;
2、焊接组合梁、柱的纵向连接角焊缝时,腹板厚度大于20mm时,宜采用全熔透或部分熔透对接角接组合焊缝;
3、箱柱、隔板的焊接应采用全焊透焊接; 对于无法手工焊接的焊缝,应采用熔化喷嘴电渣焊,焊缝应对称布置;
电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网