
钢结构工程制造、安装单位在施工过程中如何实施质量控制,主要是通过相关部门具有质量控制职能的专职和兼职人员履行质量控制职责。 其质量控制方法主要是通过相关技术文件、报告的编制和初步审查,现场过程检验和最终检验以及必要的试验。

1、相关技术文件和报告的准备和初审
技术质量文件和报告的编制和预审是全面控制工程质量的重要手段。 具体内容如下:
1、生产项目
(一)施工图、设计变更、修改图的初审。
(二)试验、编制新工艺、新技术、新材料、新结构应用相关的技术鉴定文件。
(3)技术工艺文件(如制造要领、技术指导、涂装要领、包装运输要领、工艺规程)等的编制和初审,质量检验文件(如质量检验要领、质量检验表格)等)。
(四)相关材料、半成品等质量检验表。
(5)及时反馈反映过程质量动态的统计数据或管理图表。
(六)及时处理工程项目相关质量事故,编制处理报告,提出相应的纠正和预防措施。
(7)做好产品初检交货信息。
2、安装工程
(1)编制并初步审查施工方案和施工组织设计,确保工程质量可靠的技术措施。
(二)初步审核复工报告,下达复工指示。
(3)对进入施工现场的各总承包商的技术资质文件和人员资格证书进行初审。
(四)材料、成品、半成品的质量检验说明书、材质证明书、检验报告的初审。
(五)施工图、设计变更、修改图及通知、协议、说明的初审。
(六)编制、检测新工艺、新技术、新材料、新结构应用相关的技术鉴定文件。
(7)编制工序交接检查和分项工程质量检查报告。
(八)及时处理质量事故,编制处理报告,提出相应的纠正和预防措施。
(九)及时反馈过程质量动态统计数据或管理图表。
(十)及时准备项目前期检查资料。
2、过程检验和最终检验
1.检查内容
(1)材料计划审核。 对于进入现场的外购材料和钢构件,客户提供的产品形状、尺寸是否符合技术质量标准,机床轧辊是否处于良好的工作状态。
(二)复工前审查。 现场是否具备复工条件,复工后工程质量能否得到保证。
(3)工艺交接检查。 对重要工序或对工程质量有重大影响的工序,在自检、互检的基础上,还需加强质检人员的检查和工序交接的检查。
(四)隐蔽工程检查。 所有隐蔽工程必须经过质检人员认证后方可隐蔽。 安装现场的这项工作必须经过客户的监督认证。
(五)跟踪、监督和检测。 对施工难度大、有特殊要求、容易引发质量问题的工程结构,应当轮班进行后续监督检测。
(6)子工程、分工段竣工后钢结构工程施工质量控制,经自检并经监理人员批准后,建立预检记录。
2、检验方法
检测方法分为现场质量检验和试验检验
(1)现场质量检验方法包括目视检验和实际检验
A。 目视检查方法
目视检测法的手段可以概括为四个字:看、摸、敲、拍照。
【看】是根据质量标准目视检查形状。 如:钢材型材,应无裂纹、无愈合、无折叠、无麻纹、无气泡、无杂质; 施工过程执行应施工顺序合理钢结构工程施工质量控制,工人操作正常,仪表指示正确; 熔池表面质量,不应有裂纹、无焊点、无飞溅、螺纹孔、夹渣、气孔、接头不良等应符合《施工及初始检验规范》的有关规定。
喷涂施工的质量应是除锈达到设计和协议规定的水平,涂装后4小时内不应受雨淋。 脱落、粘污、脱漆等。
【触感】是复习手的感觉。 主要适用于钢结构工程中的内角。 例如,钢构件支腿板切角的白度和该处的点焊包角可以用手辨别。
【敲击】是用工具来检测音高。 例如,钢结构工程柱角支撑板是否缓冲良好,高硬度螺丝检查接头是否紧密、严密,可以通过攻丝来测试,是否紧密可以通过虚拟判断。声音的真实性。
【照片】对于看不到或者光线较暗的部位,可以采用全身镜反射或者打灯的方法进行检测。
b这是不可能的
实测检测方法是通过将实测数据与施工规范和评价标准规定的允许误差进行比较来判断质量是否合格。
【测量】是用钢尺、钢直尺、角度尺、游标千分尺、焊缝检验尺等检验制造精度,测量安装误差,测量熔池形状和规格。
【拉】是通过拉线的方式检测预制构件的弯曲、扭曲情况。
【测量】是利用检测工具和测量仪器检查轴线、标高、垂直度、焊缝内部质量、温度、湿度等误差。
【塞】就是用千分尺、孔测试仪、弧模等进行检测。 例如,用千分尺测试高硬度螺钉连接接触面的间隙,用孔测试仪测试孔的合格率,用弧套模具测试网格钢球。
(2)试验检测
实验检测是指必须通过测试方法来判断质量的检测方法。 例如,对需要焊接的钢材进行机械性能试验和物理分析、焊接工艺评定试验、焊接拖曳试板试验、高硬度螺钉连接副试验、摩擦面防滑系数试验等。重新检查。
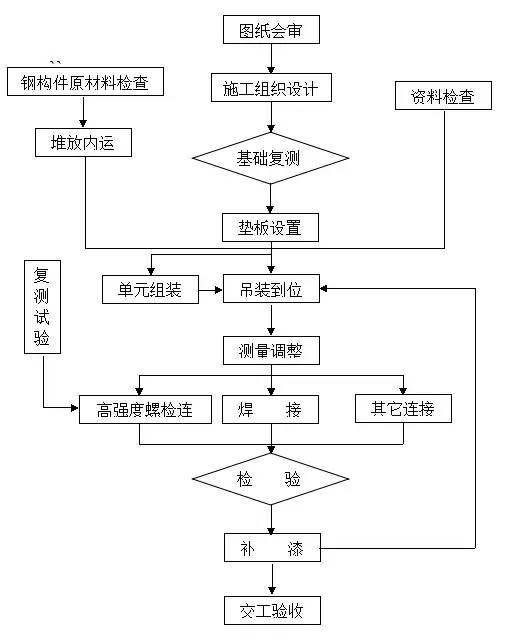
通常安装工程工作流程
制定项目操作流程技术人员控制清单
序列号
工作计划名称
质量控制内容
放样和编号材料
各部门规格验证
折断、切断
直角、各部位规格检测、切割面粗糙度、斜角
钻孔
孔径、孔距、孔线距、白度、毛刺、垂直度
成型和组装
钢材表面、缝隙、焊接厚度、间距、焊脚、直角、各部位规格的熔渣、锈迹、油污的消除
点焊
预热本体温度、面积、清除焊渣、焊条准备工作; 钎焊缺陷、必要的理化试验和无损检验
更正
直角、垂直度、弧度、曲率、扭曲度、平面度、加热温度
锥度加工及修整
宽度、锥体平面度、锥角
热处理
室温控制、强度控制
铸件
形状缺陷、气候控制、规格错误
10
除锈
表面清洁度、表面粗糙度
11
喷涂
视觉质量、涂层长度(干膜)、气候、未涂层区域的处理
12
包裹数量
必要的标签、包装外观质量、包装实物验证
13
店铺
全流平、防变形措施、表面涂层状况
14
运输
装货时间表、外观检查
15
预装
安装位置规格错误、方向标记
安装工程质量控制清单
序列号
工作计划名称
质量控制内容
原材料、钢构件等检验
验证材料尺寸、检验出厂合格证、检验各部件的规格、检验预制构件的形状、并进行必要的理化试验
储存及运输
形状检测、防变异措施
基础复试
水平线、柱轴
托盘设置
填充情况、规格位置、固定情况
提升到位并调整
吊装垂直度、水平度、位移误差等规格测试
高硬度螺丝检查连接
测试报告、初拧和终拧扭矩、摩擦面处理、终拧后检查
钎焊
预热条件、焊渣清除、焊缝规范、钎焊缺陷及处理、必要的理化试验和无损检验
更正
电网偏差纠偏措施的实施
实测记录
测量数据验证和认证
10
除锈
表面清洁度、型材污垢等
11
喷涂
干膜长度的测定、气候条件、补漆处理等。
12
工作交付的初步检查
数据准备状态、身体素质状态
电话
13485538018
邮 箱:859552203@qq.com
手 机:13675637085
地 址:苏州市常熟市虞山镇莫城

版权所有 Copyright(C)2009-2023 隆基二手钢结构-二手钢结构-二手钢结构回收-二手钢结构出售 皖ICP备18025882号-1 XML地图 二手钢结构信息网